Defectoscopía de rieles: defectos críticos detectados por el sistema OKOSCAN 73HS
La fiabilidad y la seguridad de la circulación del transporte ferroviario —especialmente en tramos de alta velocidad y con gran carga de tráfico— están determinadas por una serie de factores, entre los que la detección oportuna de las fallas en los rieles ocupa uno de los lugares clave. Precisamente el riel, durante su explotación, está sometido a importantes cargas dinámicas y a altas tensiones en la zona de rodadura de las ruedas, lo que conduce al desarrollo de la fatiga de contacto por rodadura. Incluso pequeñas discontinuidades internas o daños superficiales del riel, en tales condiciones, pueden convertirse en defectos críticos y representar un factor de alto riesgo de fractura.
Una inspección no destructiva eficaz (detección de fallas) de los rieles permite detectar estos daños peligrosos en etapas tempranas y prevenir su desarrollo hasta un nivel crítico.
El método básico para la detección de fallas en rieles en etapas tempranas de su desarrollo es el método ultrasónico de ensayos no destructivos. Al mismo tiempo, cada tipo de falla requiere el uso de sensores (sondas) con determinados ángulos de incidencia del ultrasonido, así como la utilización de uno o varios modos de inspección. Esta necesidad se debe a que los defectos difieren en su ubicación dentro del perfil del riel, su orientación con respecto a su eje, la profundidad a la que se encuentran, la dirección de su desarrollo y otros parámetros. En consecuencia, para su detección fiable se seleccionan distintos esquemas de inspección y ángulos óptimos de incidencia del ultrasonido.
Para resolver estas tareas en tramos extensos de vía férrea, se emplean sistemas de inspección de rieles de alta velocidad, como el OKOSCAN 73HS. El sistema es un detector de fallas de rieles que consta de un carro de inspección y un vehículo de tracción combinada (carretera-vía). Permite inspeccionar ambos carriles de la vía a velocidades de hasta 40 km/h, con auscultación simultánea de los rieles bajo distintos ángulos y en diferentes direcciones. Esto permite realizar eficazmente el ensayo de rieles de acuerdo con la clasificación de defectos UIC 712 R (IRS 70712) de la Unión Internacional de Ferrocarriles (UIC), así como detectar, determinar la profundidad y las coordenadas de cada falla.
El sistema OKOSCAN 73HS también puede suministrarse en una modificación combinada (con módulo de control por corrientes de Foucault), lo que permite evaluar adicionalmente la profundidad de los defectos en la cabeza del riel del tipo head checks (código 2223 UIC), así como detectar y registrar otros tipos de defectos en la cabeza del riel, como shelling (código 222), wheel burns (código 225), squats (código 227 UIC), entre otros.
A continuación, examinaremos en detalle los tipos de defectos detectados por el OKOSCAN 73HS, con la caracterización de los mecanismos de su formación, su peligro potencial y las particularidades de su diagnóstico.
-
Grietas horizontales por fatiga en la cabeza del riel (códigos 112, 212))
Las grietas horizontales se forman como consecuencia de la fatiga de contacto por rodadura bajo la acción de cargas cíclicas en la zona de interacción «rueda–riel». Los defectos de este tipo suelen aparecer cerca de la superficie de rodadura o a una profundidad de varios milímetros, en zonas de heterogeneidades estructurales del metal y concentraciones locales de tensiones (donde la carga de las ruedas se distribuye de manera desigual).
A medida que desarollan, las grietas horizontales reducen la capacidad portante de la cabeza del riel y pueden provocar su fractura, con la posterior formación de grietas transversales por fatiga. Este tipo de fallas se detecta eficazmente mediante sondas ultrasónica de haz recto (con ángulo de incidencia de 0°), utilizando métodos de ensayos no destructivos por eco-impulso y espejo-sombra.
Grieta horizontal (delaminación) en el riel y ejemplo de su visualización en el B-scan
-
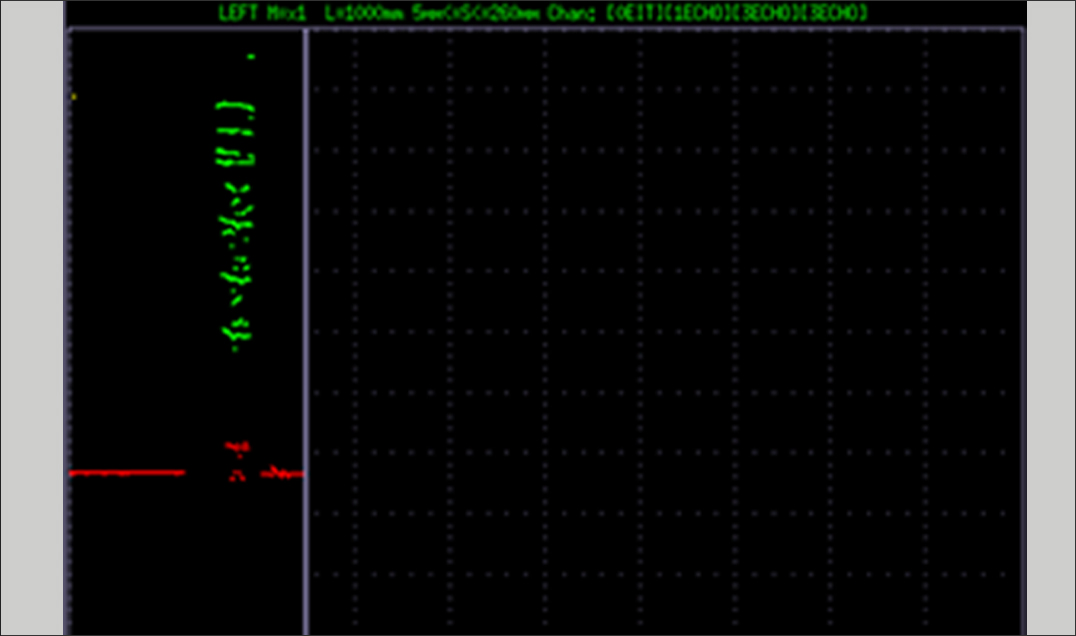
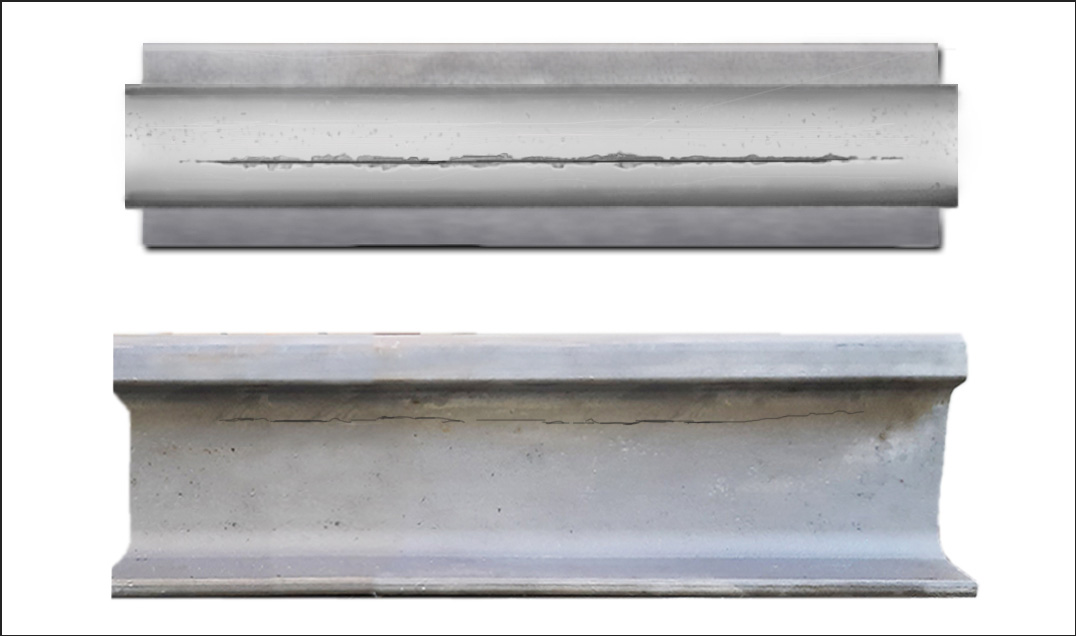
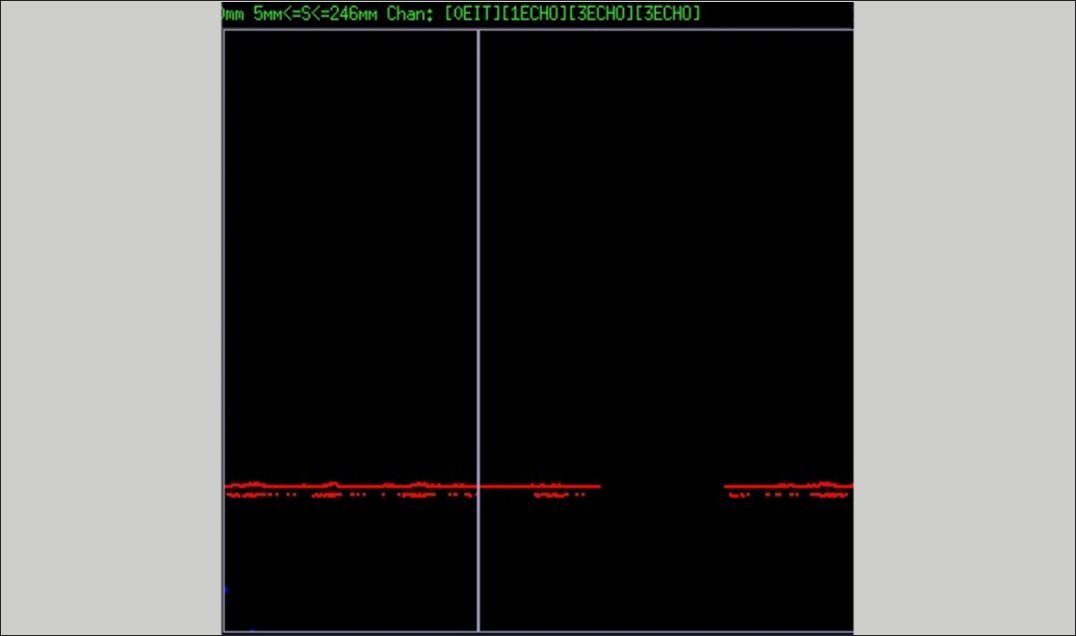
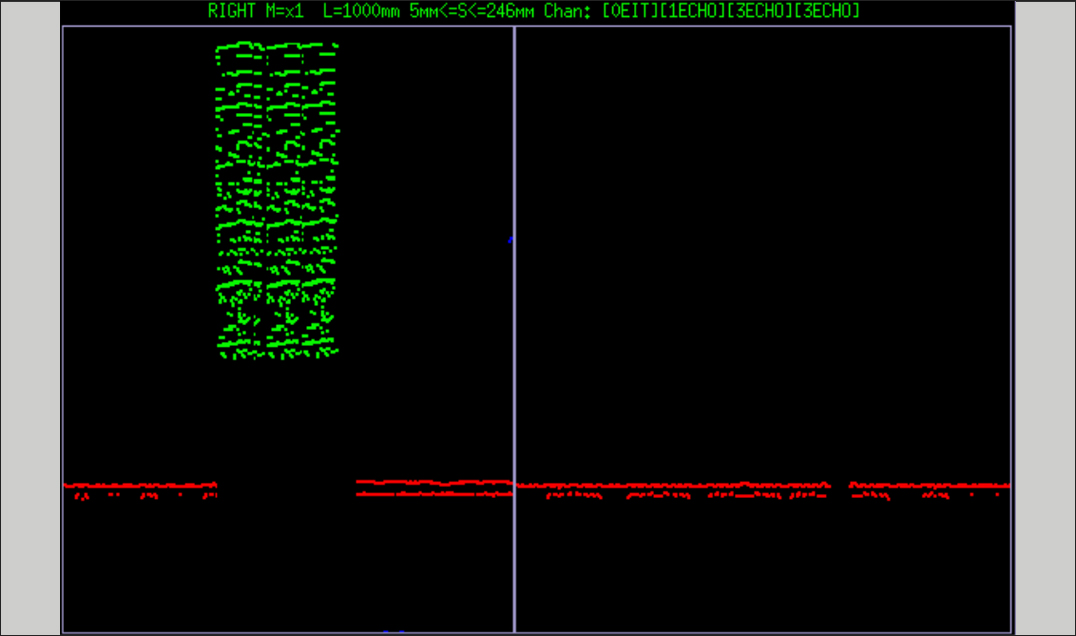
Grietas horizontales por fatiga en el alma del riel en la zona de la unión soldada (códigos 412, 422, 432)
Las grietas horizontales en el alma del riel, en la zona de la unión soldada, se forman como resultado de procesos de fatiga en la zona afectada térmicamente por la soldadura, es decir, en el área cercana al cordón de soldadura que, durante el proceso, estuvo sometida a un intenso calentamiento y experimentó cambios en sus propiedades. El desarrollo de estas grietas también se ve favorecido por tensiones residuales y la heterogeneidad microestructural del metal.
A medida que la grieta crece, disminuye la sección transversal efectiva del alma del riel, lo quelleva la perdida de su resistencia y puede provocar una rotura súbita, sin signos externos visibles. Estos defectos son especialmente peligrosos debido a la concentración de tensiones en las uniones soldadas, donde la carga se distribuye de manera desigual y los niveles de tensión son inicialmente más altos que a lo largo del resto del riel.
En las etapas tempranas, este tipo de grietas se detecta de forma fiable mediante el sistema OKOSCAN 73HS y otros detectores de fallas de rieles fabricados por OKOndt GROUP, equipados con sondas ultrasónicas de haz recto (0°) que operan en modos de eco-impulso y espejo-sombra. En los casos en que la grieta se desarrolla de forma diagonal, para su detección fiable y presición de sus parámetros, se emplean adicionalmente sondas de haz angular con ángulo de incidencia de 40° en modo eco-impulso.
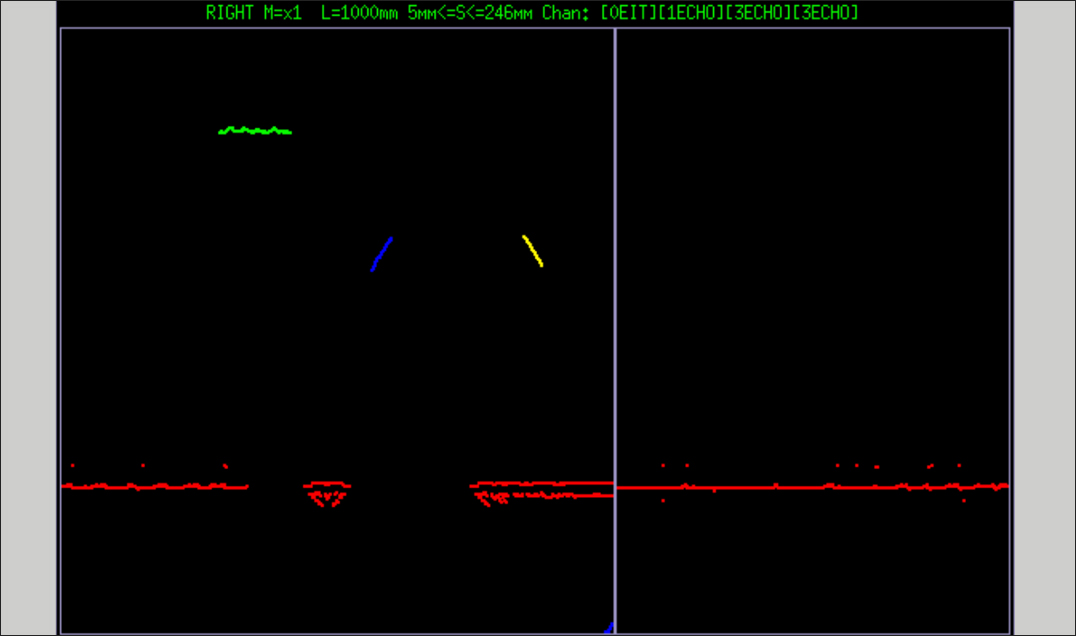
Grieta horizontal en el alma del riel en la zona de la soldadura y ejemplo de su visualización en el B-scan
-
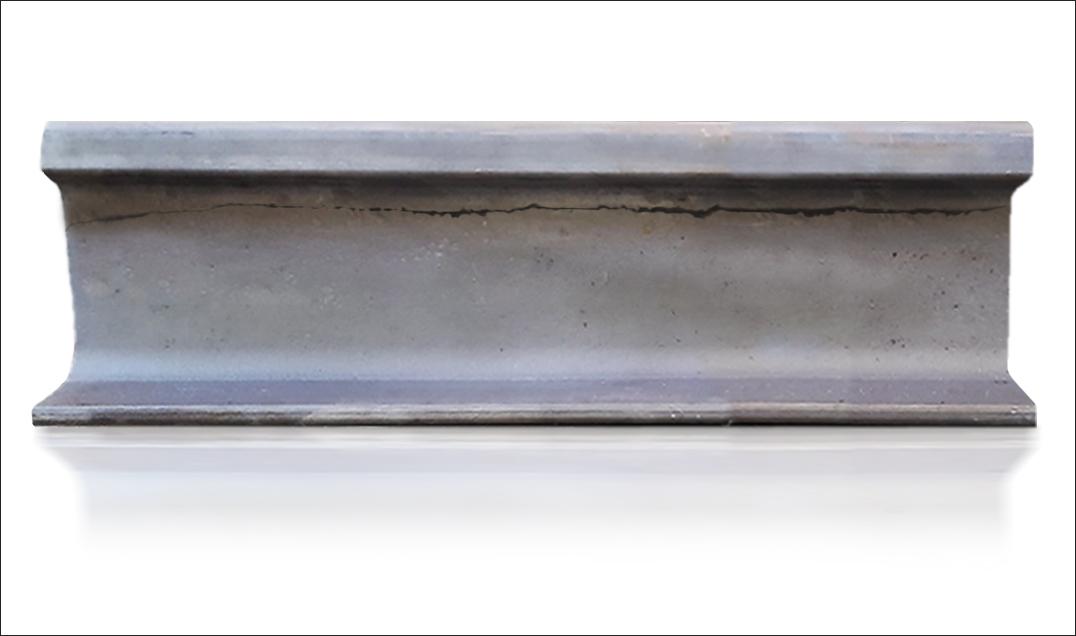
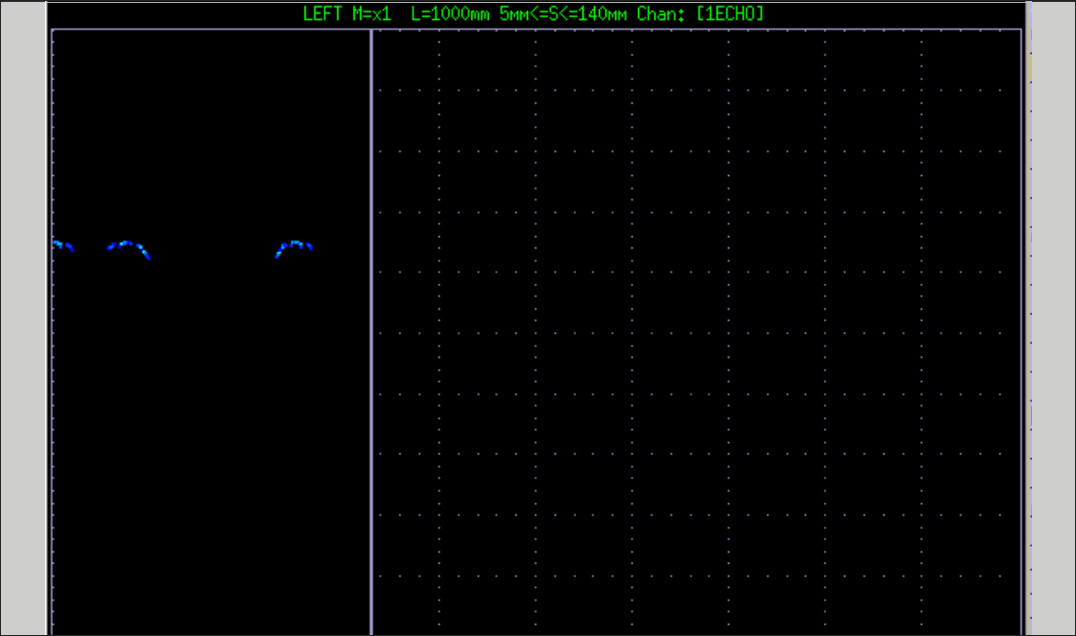
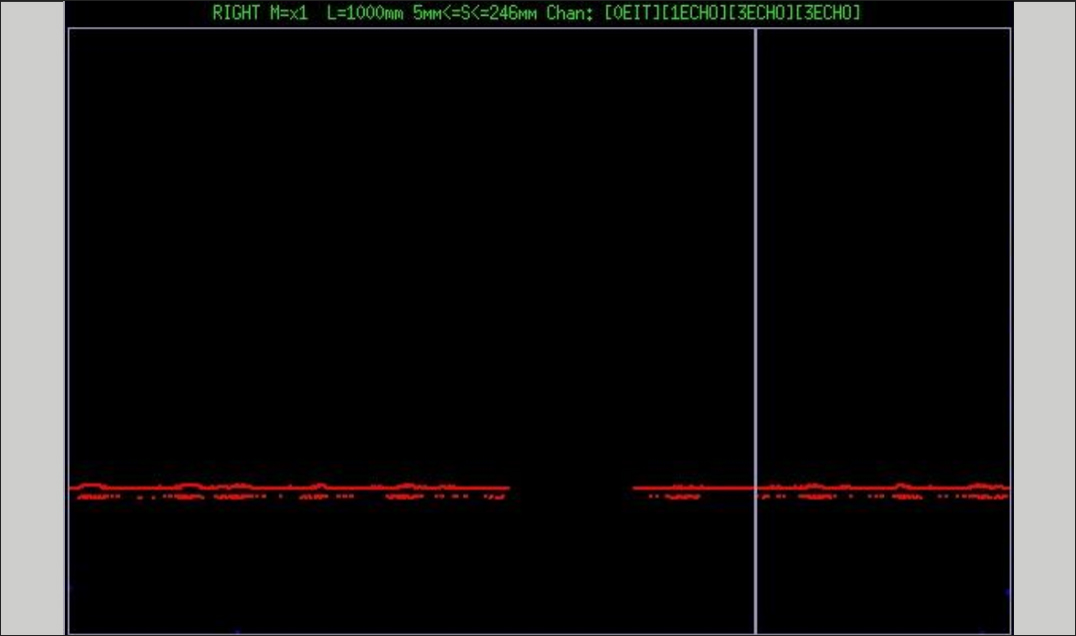
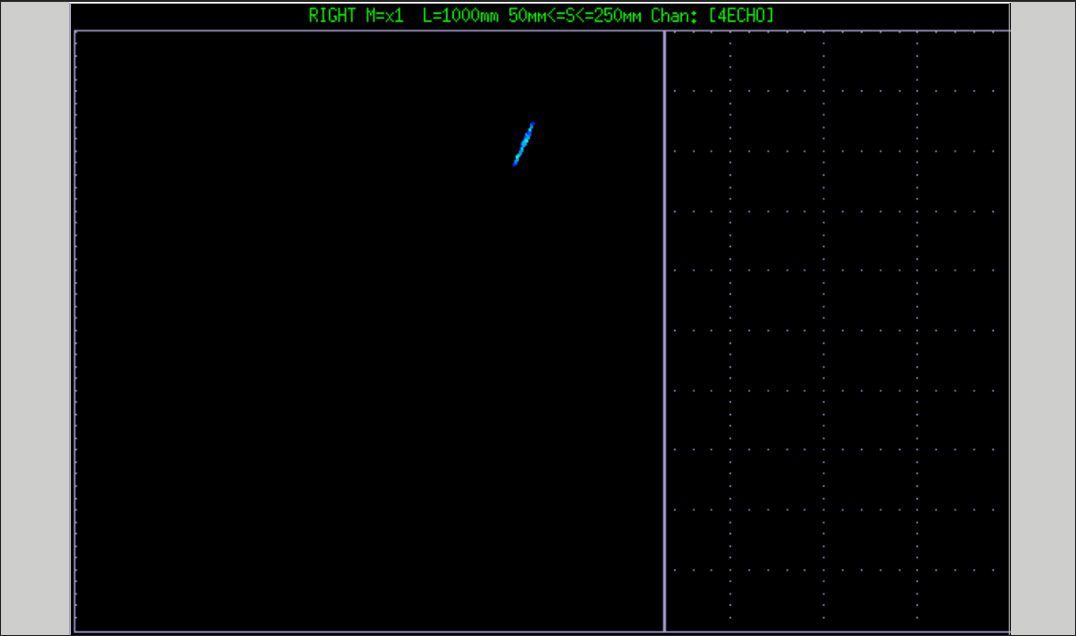
3. Grietas verticales por fatiga en la cabeza del riel (códigos 113, 213)
Las grietas verticales en la cabeza del riel se forman como resultado del desgaste intensivo, el endurecimiento por deformación ( el endurecimiento y la pérdida de plasticidad de la capa superficial bajo cargas repetidas) y el desarrollo de la fatiga de contacto por rodadura. Pueden iniciarse como microgrietas en la zona de mayor interacción entre la rueda y el riel, donde el metal está sometido constantemente a altas tensiones.
El peligro de estos defectos radica en su orientación: la grieta vertical se desarrolla a lo largo del eje longitudinal del riel, por lo que en las etapas tempranas es más difícil de detectar mediante esquemas estándar de sondeo ultrasónico. En etapas avanzadas de crecimiento, puede provocar la fractura de la cabeza del riel.
Para la detección de este tipo de fallas, ubicadas en la proyección del alma del riel, el modo más informativo es el espejo-sombra utilizando sondas ultrasónicas de haz recto (0°).
La orientación de la grieta vertical a lo largo del eje del riel suele manifestarse como una disminución de la amplitud de la señal de fondo. Dado que un efecto similar también puede producirse por una pérdida de acoplamiento acústico, para confirmar la falla el sistema OKOSCAN 73HS emplea la duplicación de sondas de haz recto. Esto permite reducir el número de indicaciones falsas y aumentar la fiabilidad de la inspección ultrasónica de rieles.
Grieta vertical en la cabeza del riel y ejemplo de su visualización en el B-scan
-
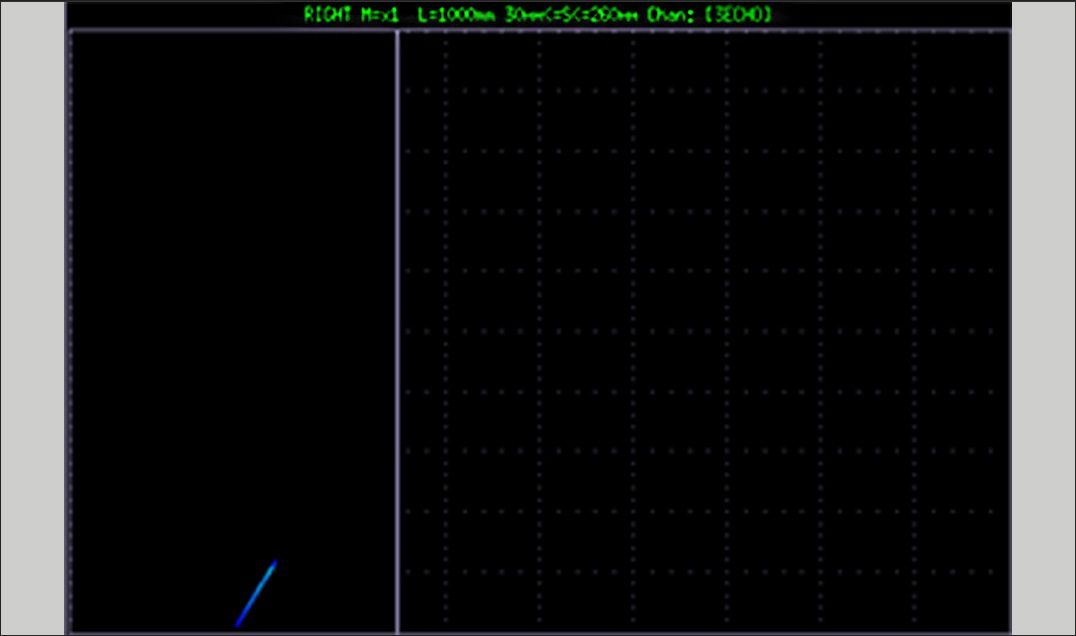
Descascarillado de la superficie de rodadura (shelling) de la cabeza del riel (códigos 122, 2221, 472)
El descascarillado (shelling) se desarrolla como consecuencia de la fatiga de contacto por rodadura en la zona de interacción «rueda–riel». Bajo la acción de cargas repetidas, en la capa superior de la cabeza del riel se forma una red de microgrietas que, con el tiempo, se unen y provocan el desprendimiento en forma de escamas del metal. La superficie de rodadura adquiere un aspecto característico estratificado con zonas de descascarillado.
En las etapas iniciales, el shelling puede parecer un daño superficial localizado; sin embargo, su desarrollo crea condiciones para la formación de grietas de fatiga más profundas. Al mismo tiempo, se altera la geometría de la superficie de rodadura, se deteriora la interacción «rueda–riel» y aumenta el nivel de cargas dinámicas, lo que acelera la destrucción del metal.
Este tipo de defecto se detecta mediante detectotres de fallas de rieles con sondas ultrasónicas de haz recto (0°) en modos de eco-impulso y espejo-sombra, lo que permite identificar tanto el descascarillado superficial como los daños internos asociados.

Descascarillado de la superficie de rodadura (shelling) y ejemplo de su visualización en el B-scan
-
Grietas en los empalmes del riel (códigos 1321, 1322, 2321, 2322)
Las grietas en los empalmes del riel (transiciones redondeadas entre la cabeza, el alma y el patín) se producen debido a la concentración de tensiones en estas zonas como resultado de cargas verticales y de flexión durante el paso del material rodante. A este proceso también contribuyen factores tecnológicos de fabricación: heterogeneidad estructural del metal del riel, tensiones residuales tras el temple y desviaciones en la geometría del perfil (radio de empalme insuficiente o microdesniveles).
El principal peligro de las grietas en los empalmes es que pueden desarrollarse sin mostrar ningún signo externo. A medida que la grieta crece hacia el interior, disminuye gradualmente la resistencia de todo el perfil, lo que en una etapa crítica puede provocar la fractura transversal del riel.
Este tipo de defectos se detecta eficazmente mediante la inspección ultrasónica con detectotres de fallas de rieles con sondas ultrasónicas de haz recto, tanto en modos de eco-impulso como en espejo-sombra, lo que permite identificarlos en las primeras etapas de su desarrollo.
Grieta en el empalme cabeza/alma del riel y ejemplo de su visualización en el B-scan
-
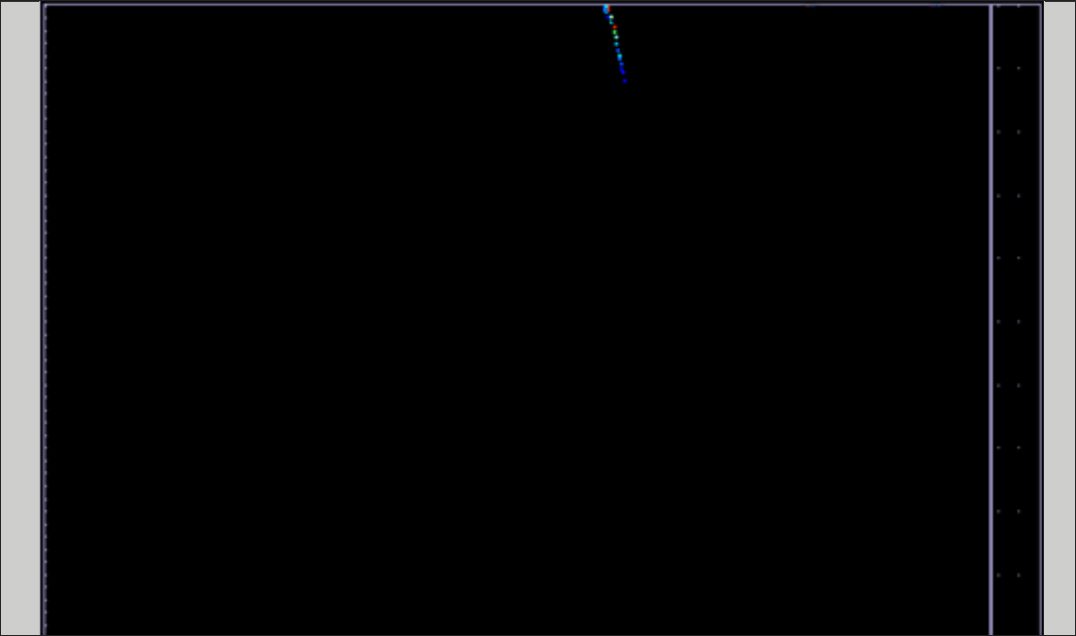
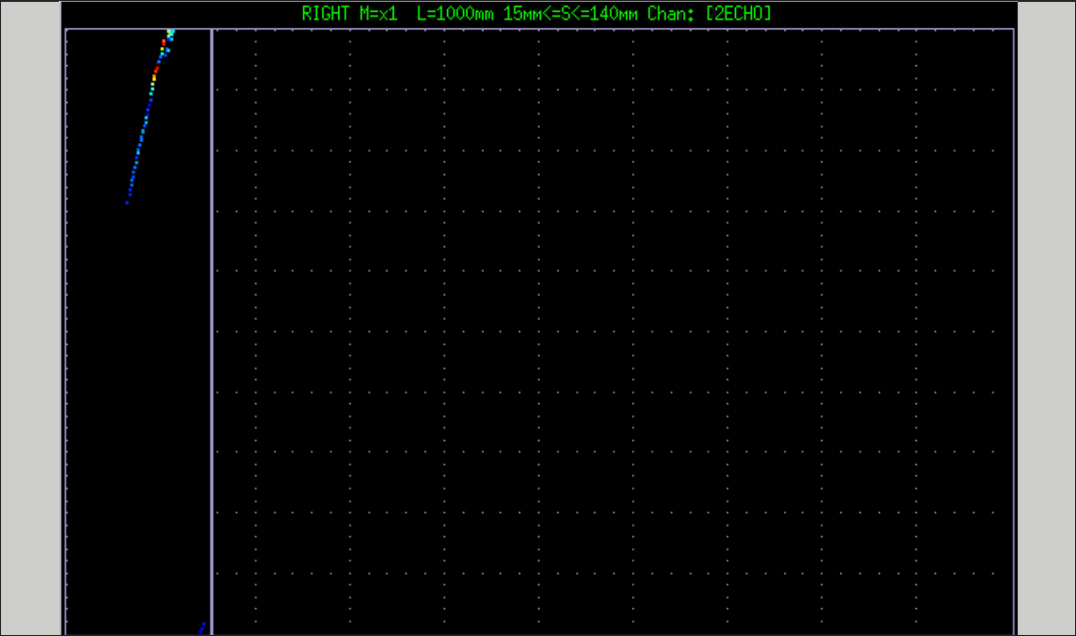
Piping en el riel (códigos 133, 233, 253)
Las grietas verticales longitudinales dentro de la cabeza o el alma del riel (piping, del inglés “piping”) se forman principalmente debido a defectos de laminación, heterogeneidad estructural del metal o presencia de tensiones residuales. A diferencia de los daños por fatiga durante la explotación, este tipo de defecto suele tener origen en la fabricación.

Estas grietas están orientadas a lo largo del eje longitudinal del riel y pueden extenderse a lo largo de una longitud considerable. Su peligro radica en que, al no presentar signos externos evidentes, pueden permanecer ocultas durante mucho tiempo, siendo detectadas solo en inspecciones visuales tardías o incluso después de la fractura del riel.
Detectar piping con sondas ultrasónicas con haz recto en modo eco-impulso es prácticamente imposible debido a la orientación del defecto. Una detección eficaz se logra mediante el modo espejo-sombra, utilizando sondas de haz recto (0°) combinados con sondas de haz agular de 40° en modo eco-impulso.

Piping en el alma del riel y ejemplo de su visualización en el B-sca
-
Inspección ultrasónica en la zona de los orificios del riel (códigos 135, 235, 236)
Alrededor de los orificios realizados para las eclisaas y las conexiones atornilladas, se altera la distribución de cargas en el metal del riel. Bajo la acción de cargas repetidas durante la explotación, estas zonas experimentan tensiones elevadas, lo que favorece la aparición de grietas por fatiga. A medida que se desarrollan, estas grietas pueden provocar la fractura del extremo del riel (la parte más cargada de la unión) o propagarse hacia el interior del perfil.
Las grietas de los tipos 135 y 235 se detectan con sondas de haz recto y angular (con ángulo de incidencia de 40°) en modo eco-impulso. Los defectos del tipo 236 se detectan adicionalmente con sondas ultrasónica de haz recto, pero en modo espejo-sombra del control no destructivo.
-
Grietas transversales por fatiga en la cabeza del riel (códigos 211, 411, 421, 431, 471)
Bajo la acción de cargas dinámicas variables en la esquina de trocha de la cabeza del riel y en las uniones soldadas, se forman los defectos críticos más peligrosos: las grietas transversales por fatiga. Este tipo de defecto reduce progresivamente la sección transversal efectiva del perfil y, en consecuencia, la capacidad portante del riel, lo que representa una amenaza directa de fractura súbita del riel.
La detección de grietas transversales en la inspección ultrasónica de rieles se realiza mediante sondas de haz angular (con ángulo de incidencia de 70°) en modo eco-impulso.

Grieta transversal en la cabeza del riel y ejemplo de su visualización en el B-scan
-
Fisuración de la cabeza del riel — head checking (código 2223)
La fisuración superficial (grietas de temple, también head checking) se produce principalmente en la región esquina de trocha de la cabeza del riel debido a la fatiga por contacto, especialmente en tramos curvos de la vía, donde actúan cargas laterales elevadas. En las etapas iniciales, el defecto se manifiesta como un conjunto de pequeñas grietas superficiales (a veces conocido como patrón de piel de serpiente), que con el tiempo pueden unirse y favorecer el desarrollo de shelling y daños más profundos en el metal del riel.
El head checking se detecta eficazmente en sus primeras etapas mediante sensores de corrientes de Foucault, y posteriormente el software del OKOSCAN 73HS evalúa la profundidad del daño superficial. En etapas más avanzadas, este defecto también se detecta mediante la inspección ultrasónica utilizando las sondas de haz angular de 70°.

Fisuración (head checking) de la cabeza del riel y ejemplo de su visualización en el B-scan
-
Squats — hundimientos localizados en la superficie de rodadura (código 227)
Los squats son daños localizados (hundimientos o expansiones) en la superficie de rodadura de la cabeza del riel. Se producen por la acción de impactos dinámicos y fatiga por contacto. En la zona del squat se forma un hundimiento con un sistema de grietas que se propaga hacia el interior del metal. La acumulación de humedad y contaminantes en estas áreas acelera los procesos de corrosión y favorece el crecimiento de las grietas, así como la eventual fractura transversal del riel.

Hundimiento (squat) en la cabeza del rie
Los squats se detectan mediante los detectores de fallas ultrasónicos de rieles usando sondaas de haz angular (70°) en modo eco-impulso, sondas de haz recto (0°) en modo espejo-sombra, así como mediante inspección por corrientes de Foucault.
-
Grietas bajo las conexiones eléctricas (código 481)
En la zona de conexión de los cables eléctricos, el riel está sujeto a calentamiento localizado, lo que provoca tensiones térmicas y cambios en la estructura del metal. Durante la explotación prolongada, esto puede causar la destrucción de la cabeza del riel en la zona de conexión del cable.
Dependiendo de la orientación de la grieta, se detecta utilizando sondas con ángulos de incidencia de 0°, 40° o 70°.

Grieta en el riel en la zona de conexión del cable y ejemplo de su visualización en el B-scan
-
Corrosión en el patín del riel (código 254.2)
La exposición prolongada a la humedad, sales, contaminantes y el contacto constante con el balasto provoca el desarrollo de procesos de corrosión en el patín del riel. La destrucción gradual del metal reduce la sección transversal efectiva del perfil y disminuye la capacidad portante del riel.
Para la detección, evaluación de la profundidad y extensión del defecto, en la la inspección ultrasónica se utiliza una sonda de haz angular (40°) en modo eco-impulso.

Corrosión en la base del riel y ejemplo de su visualización en el B-scan
Control no destructivo integral de rieles como herramienta para prevenir fracturas
El sistema OKOSCAN 73HS proporciona unainspección eficaz de rieles, detectando defectos críticos mediante diversos métodos de control no destructivo. La integración de varios modos ultrasónicos, sondas de haz recto y angular, así como algoritmos de procesamiento de señales, permite determinar la orientación y la profundidad de los defectos, así como sus parámetros y coordenadas.
El uso de sistemas de alta velocidad con carros de inspección, como el OKOSCAN 73HS, reduce la probabilidad de pasar por alto defectos críticos en los rieles, lo que incrementa directamente la seguridad del tráfico y la eficiencia del mantenimiento de la vía férrea.