Ray Kusur Tespiti: OKOSCAN 73HS Sistemi ile Tespit Edilen Kritik Kusurlar
Demiryolu operasyonlarının güvenilirliği ve emniyeti - özellikle yüksek hızlı ve ağır yüklü hat kesimlerinde - bir dizi faktöre bağlıdır ve ray kusurlarının zamanında tespiti bu faktörlerin en kritik olanlarından biridir. İşletme sırasında raylar, tekerlek-ray temas bölgesinde önemli dinamik yüklere ve yüksek gerilmelere maruz kalır; bu durum metal temas yorulmasının gelişmesine neden olur. Bu koşullar altında, küçük iç süreksizlikler veya yüzey hasarları bile kritik kusurlara dönüşebilir ve ray kırılması riskini önemli ölçüde artırabilir. Rayların etkili bir şekilde tahribatsız muayenesi (ray kusur tespiti), bu tür tehlikeli kusurların erken aşamalarda tespit edilmesini ve kritik bir seviyeye ulaşmalarının önlenmesini sağlar.
Raylardaki erken evre kusurların tespiti için temel yöntem ultrasonik tahribatsız muayenedir (UT). Her bir kusur tipi, belirli ultrasonik demet giriş açılarına sahip probların (transduserlerin) kullanımının yanı sıra bir veya birden fazla muayene moduna ihtiyaç duyar. Bu gereksinim; kusurların ray profili içindeki konumlarının, ray eksenine göre yönelimlerinin, derinliklerinin, yayılma yönlerinin ve diğer parametrelerinin farklı olması nedeniyle ortaya çıkar. Bu doğrultuda, güvenilir bir tespit sağlamak amacıyla çeşitli tarama şemaları ve optimal ultrasonik demet giriş açıları belirlenir.
Bu görevleri uzun hat bölümlerinde gerçekleştirmek için OKOSCAN 73HS gibi yüksek hızlı ray muayene sistemleri kullanılır. Sistem, bir ray muayene arabası ve bir hi-rail araçtan oluşan bir ray kusur dedektörüdür. Her iki rayın da 40 km/sa hıza kadar muayene edilmesini sağlarken, aynı zamanda rayların farklı yönlerde ve çoklu açılarda eş zamanlı olarak taranmasına olanak tanır. Bu durum, ray kusur tespitinin Uluslararası Demiryolları Birliği'nin UIC 712 R (IRS 70712) kusur sınıflandırmasına uygun olarak verimli bir şekilde yürütülmesini sağlamasının yanı sıra her bir kusurun tespitini, derinlik ölçümünü, yayılma yönü değerlendirmesini ve koordinat konumlandırmasını mümkün kılar.
OKOSCAN 73HS sistemi, kombine bir konfigürasyonda (girdap akımları testi modülü ile) da tedarik edilebilir; bu sayede head checks (UIC kodu 2223) gibi ray başı kusurlarının derinliğinin ek değerlendirmesinin yanı sıra, shelling (UIC kodu 222), wheel burns (UIC kodu 225), squats (UIC kodu 227) ve diğerleri dahil olmak üzere diğer ray başı kusur türlerinin tespiti ve kaydedilmesi mümkün hale gelir.
OKOSCAN 73HS tarafından tespit edilen kusur türlerini; oluşum mekanizmaları, potansiyel tehlikeleri ve spesifik tanısal özellikleri ile birlikte detaylı olarak inceleyelim.
-
Ray Başlığındaki Yatay Yorulma Çatlakları (Kodlar 112, 212)
Yatay çatlaklar, tekerlek-ray etkileşim bölgesindeki döngüsel yükleme altında meydana gelen metal temas yorulması sonucunda oluşur. Bu tip kusurlar genellikle yürüme yüzeyine yakın veya birkaç milimetre derinlikte; metalurjik yapısal heterojenliğin ve yerel gerilme konsantrasyonlarının (tekerlek yüklerinin düzensiz dağıldığı bölgelerin) bulunduğu alanlarda meydana gelir.
Yatay çatlaklar ilerledikçe ray başlığının taşıma kapasitesini azaltır ve kırılmasına yol açabilir; bunu genellikle enine yorulma çatlaklarının oluşumu takip eder. Bu tür kusurlar, darbe-eko (pulse-echo) ve ayna-gölge (mirror-shadow) NDT muayene modları kullanılarak, düz demetli ultrasonik problar (0° ultrasonik demet giriş açılı) ile etkili bir şekilde tespit edilir.
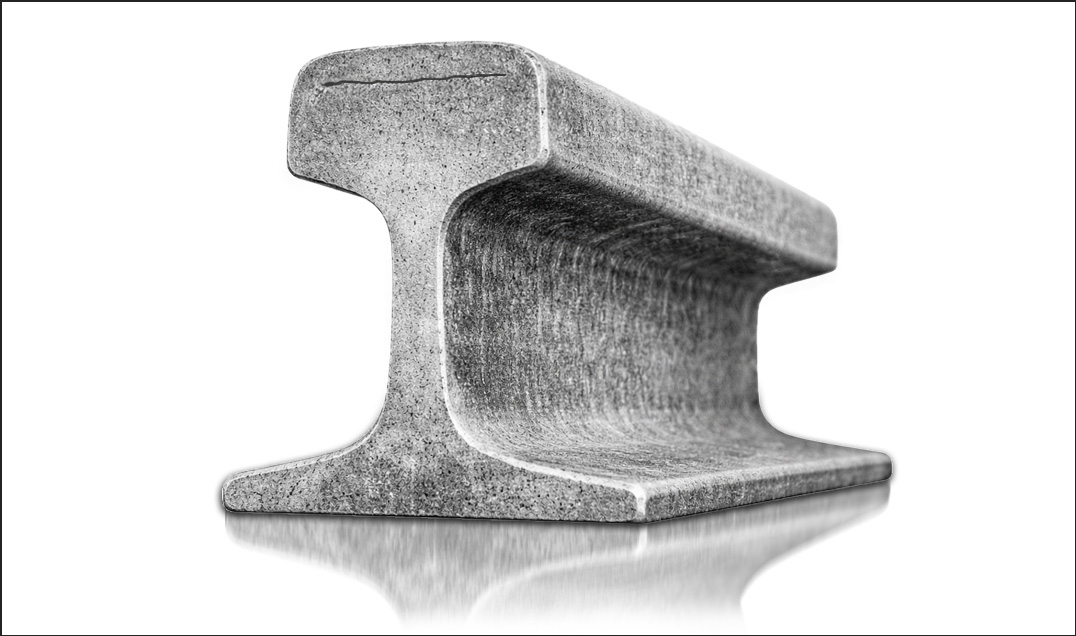
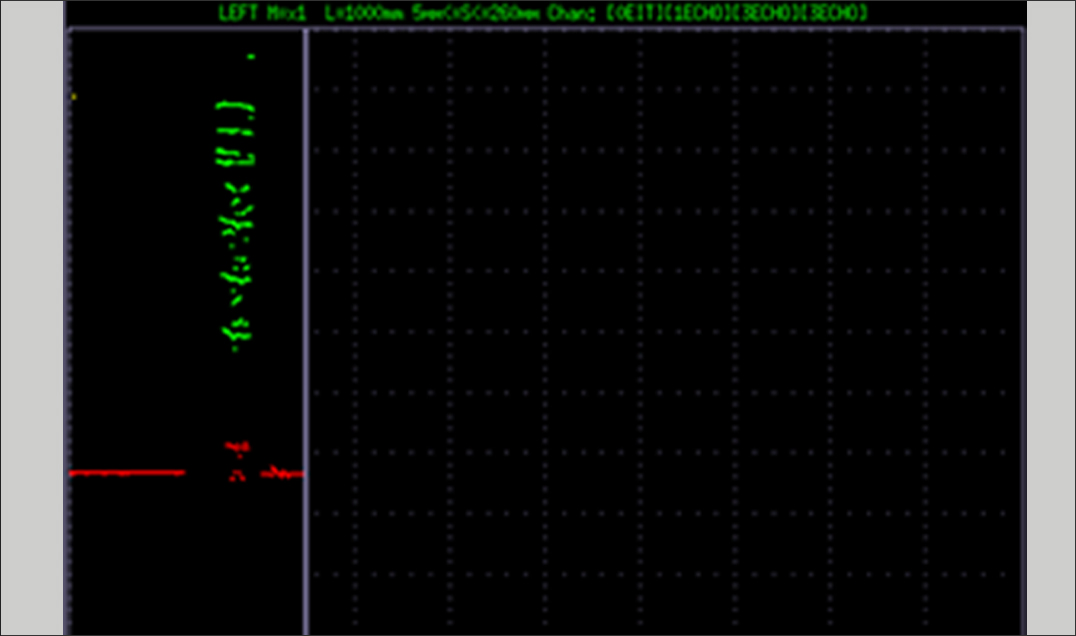
Bir raydaki yatay çatlak (delaminasyon) ve bunun OKOSCAN 73HS ekranındaki gösterimi (B-scan).
-
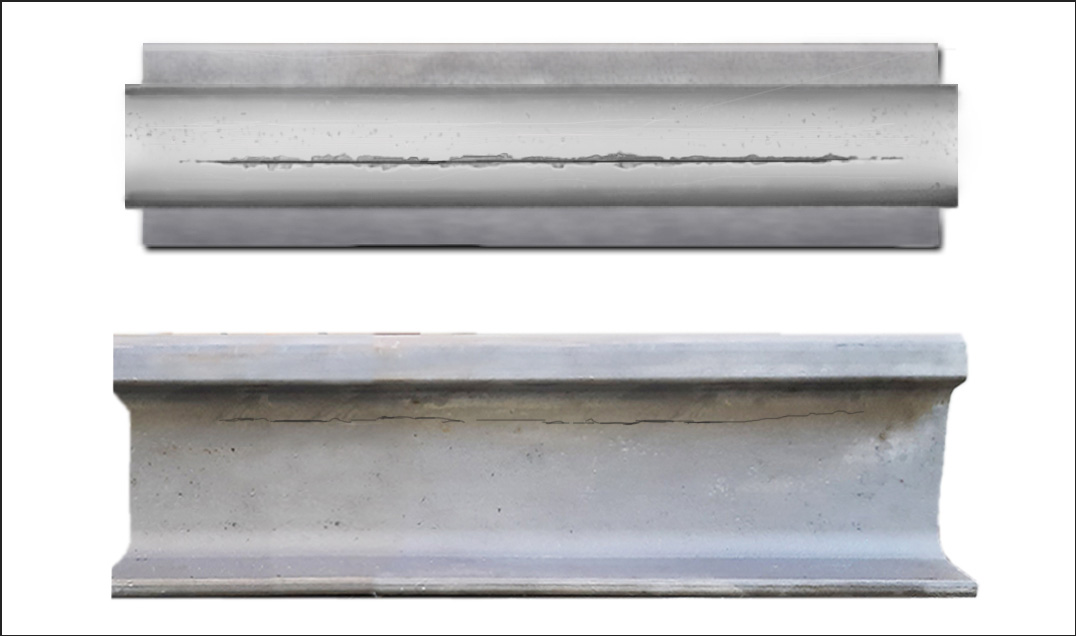
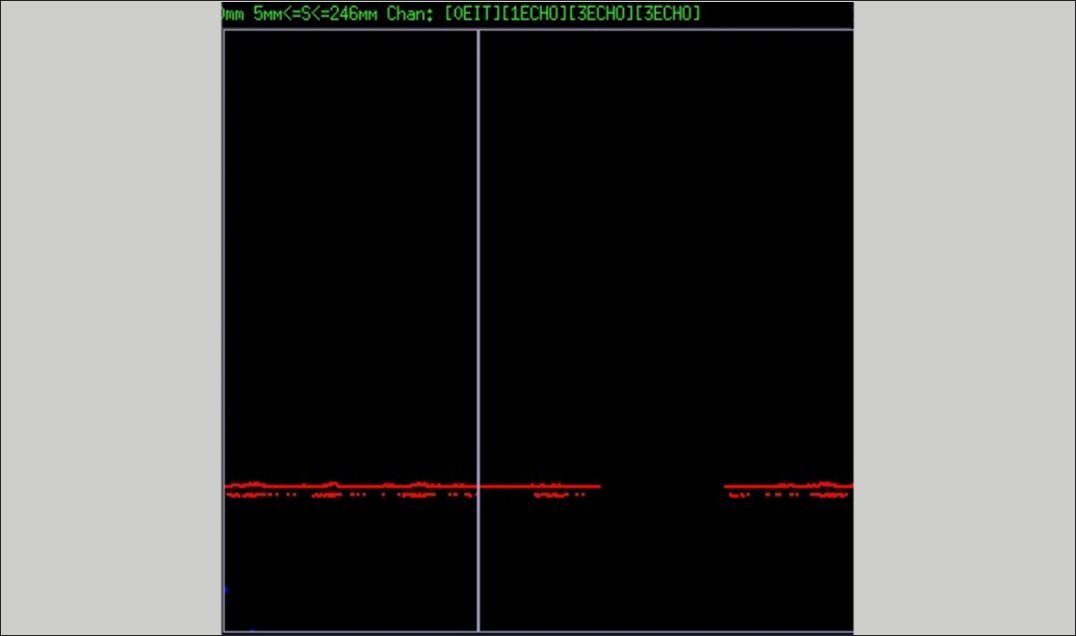
Kaynak Bağlantı Bölgesindeki Ray Gövdesinde Yatay Yorulma Çatlakları (Kodlar 412, 422, 432)
Kaynak bağlantı bölgesindeki ray gövdesinde meydana gelen yatay çatlaklar, kaynağın ısıdan etkilenen bölgesindeki (HAZ) yorulma süreçlerinin bir sonucu olarak gelişir; bu bölge, kaynak sırasında yoğun ısıya maruz kalan ve dolayısıyla malzeme özelliklerinde değişiklikler meydana gelen kaynağa komşu alandır. Ray gövdesindeki yatay çatlakların oluşumu, ayrıca kalıntı gerilmeler ve metalin mikro yapısal heterojenliği ile tetiklenmektedir.
Çatlak ilerledikçe, ray gövdesinin etkin yük taşıyan kesit alanı azalır; bu da rayın yapısal dayanım marjını kaybetmesine ve potansiyel olarak görünür herhangi bir dış belirti olmaksızın aniden kırılmasına neden olur. Bu tür kusurlar, yüklerin düzensiz dağıldığı ve gerilme seviyelerinin başlangıçta rayın geri kalanına göre daha yüksek olduğu kaynaklı bağlantılardaki gerilme yığılması nedeniyle özellikle tehlikelidir.
Erken aşamalarda, bu tip çatlaklar; OKOSCAN 73HS Sistemi ve OKOndt GROUP tarafından üretilen, darbe-yankı (pulse-echo) ve ayna-gölge muayene modlarında çalışan normal (0°) ultrasonik problarla donatılmış diğer ray kusur dedektörleri ile güvenilir bir şekilde tespit edilir. Çatlağın diyagonal olarak ilerlediği durumlarda, kusurun güvenilir şekilde tespit edilmesi ve parametrelerinin doğru şekilde belirlenmesi için darbe-yankı modunda 40° demet giriş açısına sahip problar ek olarak kullanılır.
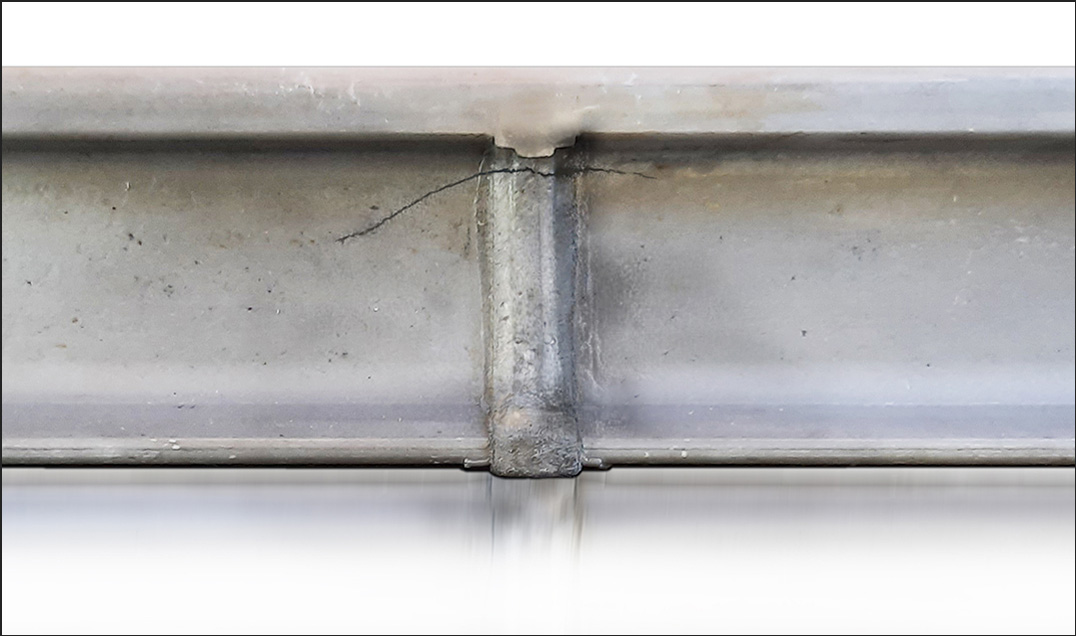
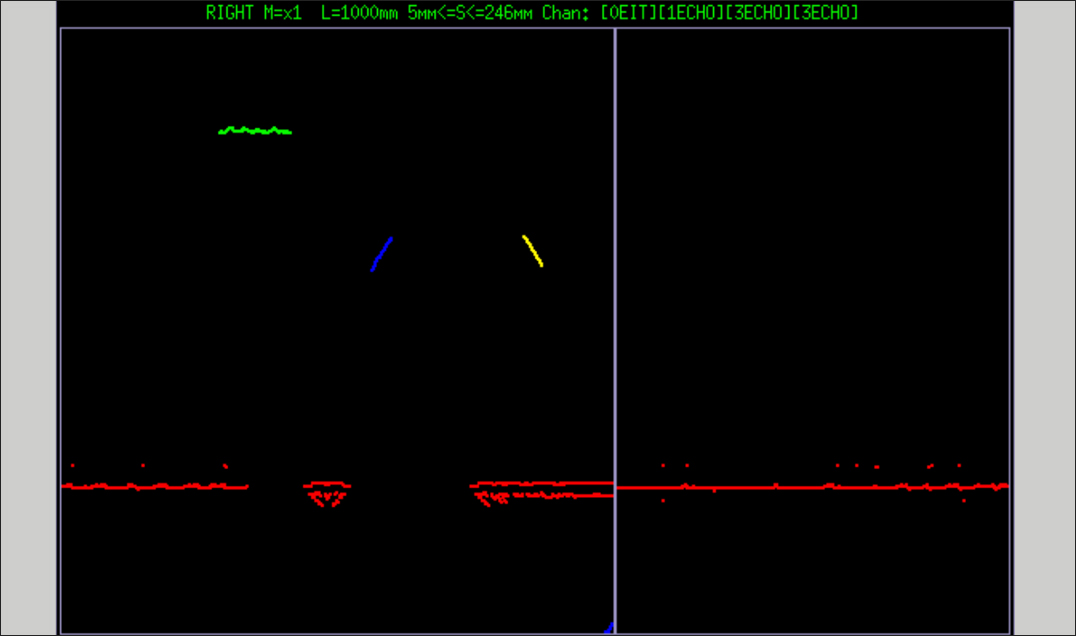
Kaynak bağlantı bölgesindeki ray gövdesinde bulunan yatay bir çatlak ve B-scan ekranındaki gösterimi
-
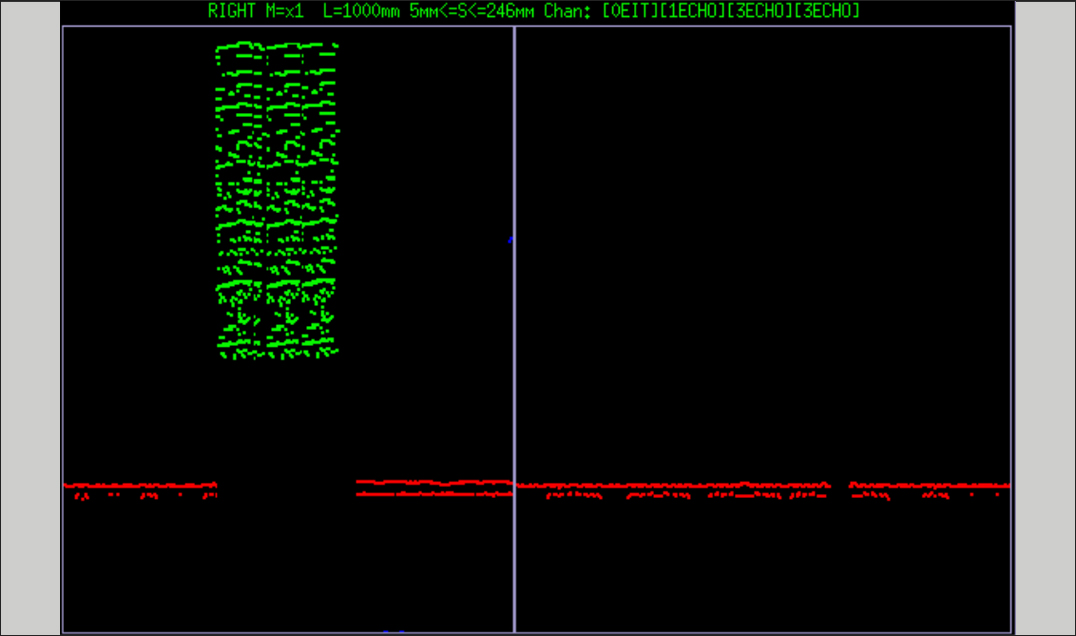
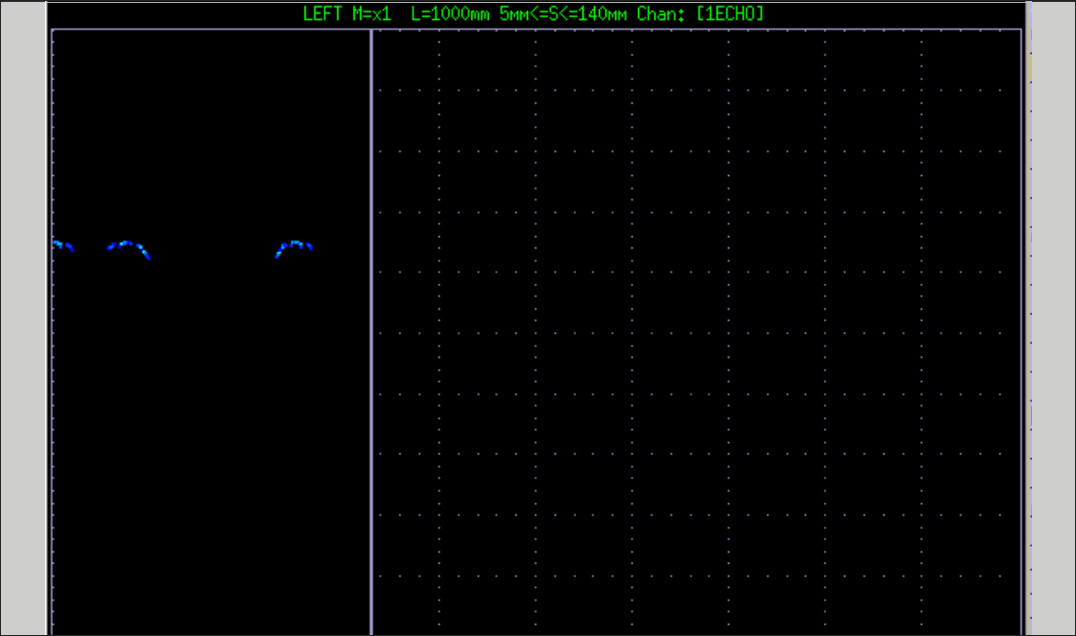
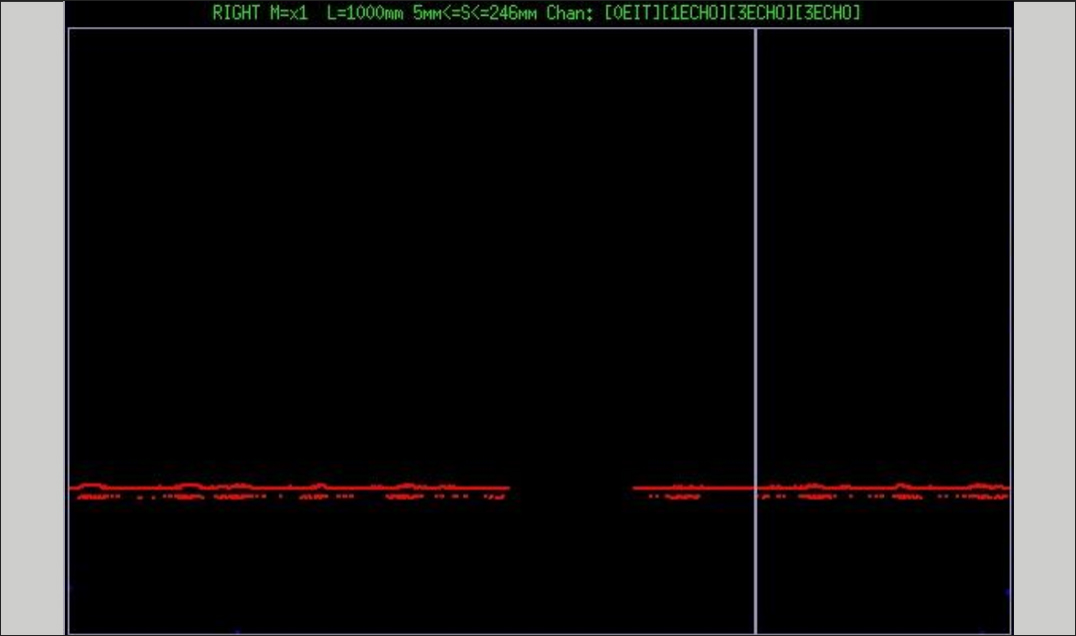
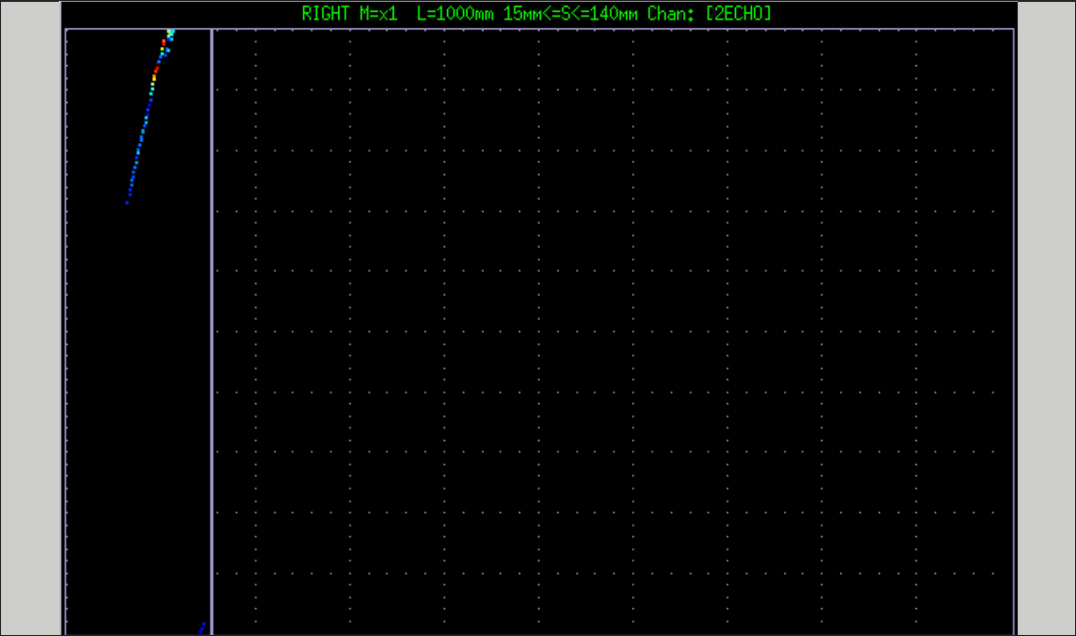
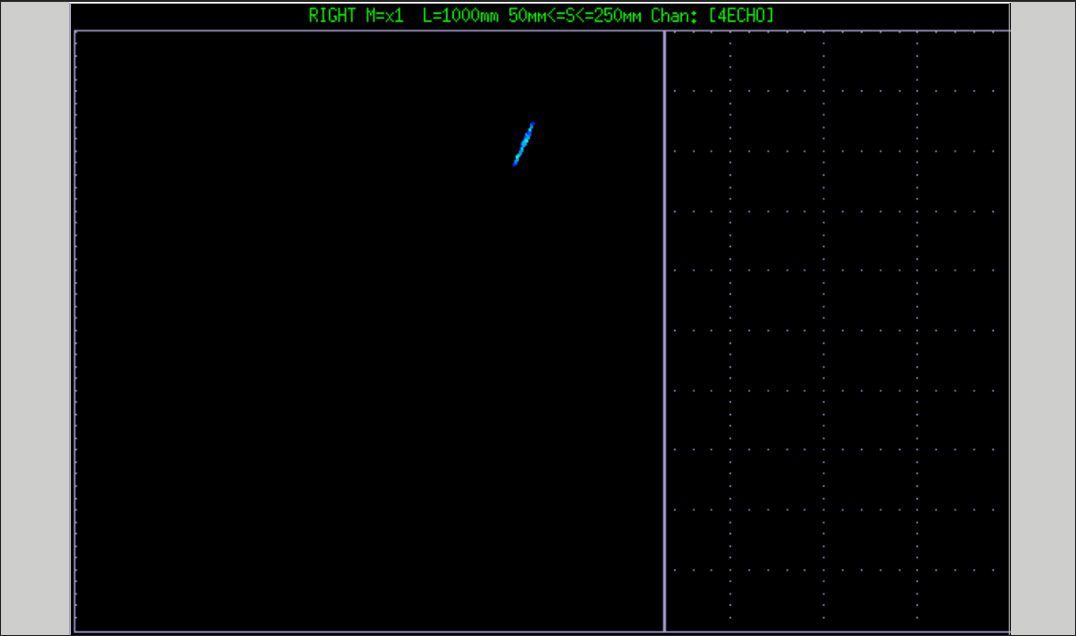
Ray Mantarında Dikey Yorulma Çatlakları (Kodlar 113, 213)
Ray mantarındaki dikey çatlaklar; yoğun aşınma, iş sertleşmesi (tekrarlı yükleme altında yüzey tabakasının sertleşmesi ve sünekliğini kaybetmesi) ve metal temas yorulmasının ilerlemesi sonucunda gelişir. Bu çatlaklar, metalin sürekli yüksek gerilmelere maruz kaldığı maksimum tekerlek-ray etkileşim bölgesinde mikro çatlaklar olarak ortaya çıkabilir.
Bu tür kusurların tehlikesi yönelimlerinde yatmaktadır: dikey bir çatlak, rayın boylamsal ekseni boyunca ilerler ve bu durum, standart tarama şemaları kullanılarak erken aşamalarda tespit edilmesini zorlaştırır. Yayılmanın ileri aşamalarında ise ray mantarı kırılmasına yol açabilir.
Bu kusur tipinin tespiti için, düz demetli ultrasonik problar (0°) kullanılarak uygulanan ayna-gölge muayene modu en açıklayıcı yöntemdir.
Bu kusur tipinin tespiti için, düz demetli ultrasonik problar (0°) kullanılarak uygulanan ayna-gölge muayene modu en açıklayıcı yöntemdir.
Ray başındaki dikey bir çatlak ve OKOSCAN 73HS ekranındaki gösterimi
-
Ray Başının Yürüyüş Yüzeyi Katmanlarına Ayrılması (Kabuklanma) (Kodlar 122, 2221, 472)
Kabuklanma, tekerlek-ray etkileşim bölgesindeki ray metal yüzey tabakasının temas yorulması sonucunda meydana gelir. Tekrarlanan yüklemeler altında, ray başının üst tabakasında bir mikro çatlak ağı oluşur; bu çatlaklar zamanla birleşerek metalin pul pul dökülmesine yol açar. Yürüyüş yüzeyi, malzeme kopmalarının görüldüğü alanlarla birlikte karakteristik katmanlı bir görünüm kazanır.
Erken aşamalarda kabuklanma, yerel yüzey hasarı şeklinde görülebilir; ancak ilerlemesi, daha derin yorulma çatlaklarının oluşması için uygun koşulları yaratır. Aynı zamanda, yürüyüş yüzeyi geometrisi bozulur, tekerlek-ray etkileşimi kötüleşir ve dinamik yükler artarak metalin daha fazla bozulmasını hızlandırır.
Bu tür kusurlar, pulse-echo ve ayna-gölge muayene modlarında çalışan, düz demetli ultrasonik problarla (0°) donatılmış ray kusur dedektörleri tarafından tespit edilir; bu sayede hem yüzey delaminasyonu hem de buna bağlı iç kusurlar tespit edilebilir.

Yürüyüş yüzeyindeki kabuklanma ve B-scan ekranındaki görüntüsü
-
Ray Kavis Çatlakları (Kodlar 1321, 1322, 2321, 2322)
Ray kavislerindeki (ray mantarı, gövdesi ve tabanı arasındaki yuvarlatılmış geçiş bölgeleri) çatlaklar, demiryolu araçlarının geçişi sırasında oluşan düşey ve eğilme yüklerinin neden olduğu gerilme yığılması sonucunda meydana gelir. Bu süreç; metalurjik yapısal heterojenlik, ısıl işlem sonrası kalıntı gerilmeler ve ray profil geometrisi sapmaları (yetersiz kavis yarıçapı veya mikro düzensizlikler) dahil olmak üzere üretimle ilgili faktörlerle de tetiklenmektedir.
Kavis çatlaklarının temel tehlikesi, görünür herhangi bir dış belirti olmaksızın ilerleyebilme yeteneklerinde yatmaktadır. Çatlak derinleştikçe, tüm ray profilinin yapısal dayanımı kademeli olarak azalır ve bu durum kritik bir aşamada enine ray kırılmasıyla sonuçlanabilir.
Bu tür kusurlar, hem darbe-eko hem de ayna-gölge muayene modlarında çalışan normal demetli ultrasonik problarla donatılmış ray kusur dedektörleri kullanılarak, ultrasonik ray testleri sırasında etkili bir şekilde tespit edilmekte ve böylece erken aşamada teşhis imkanı sağlanmaktadır.
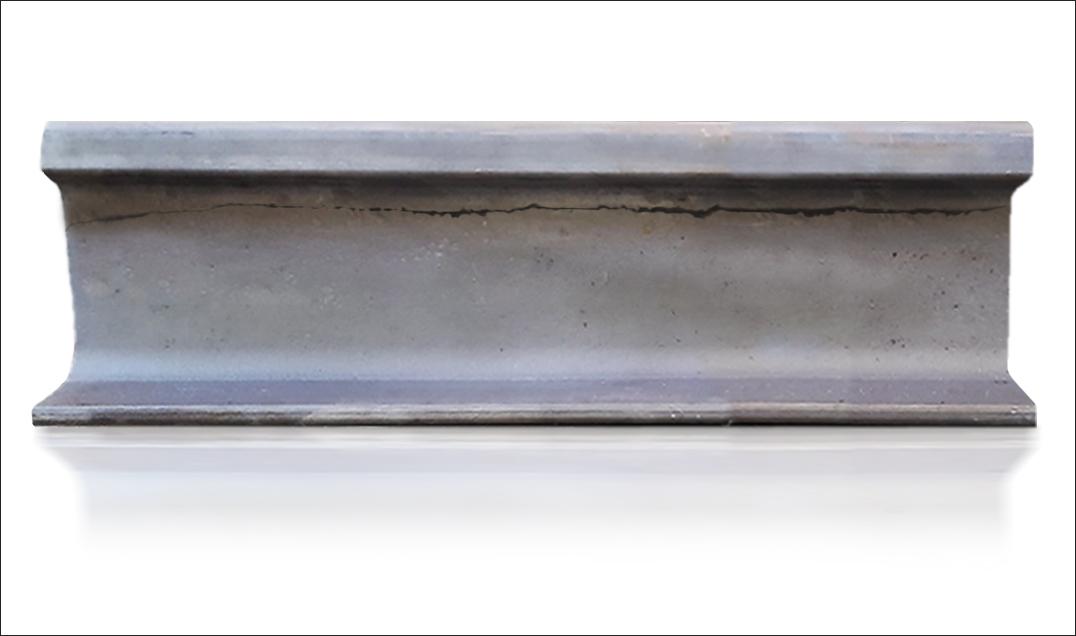
Bir ray kavis çatlağı ve B-scan ekranındaki gösterimi
-
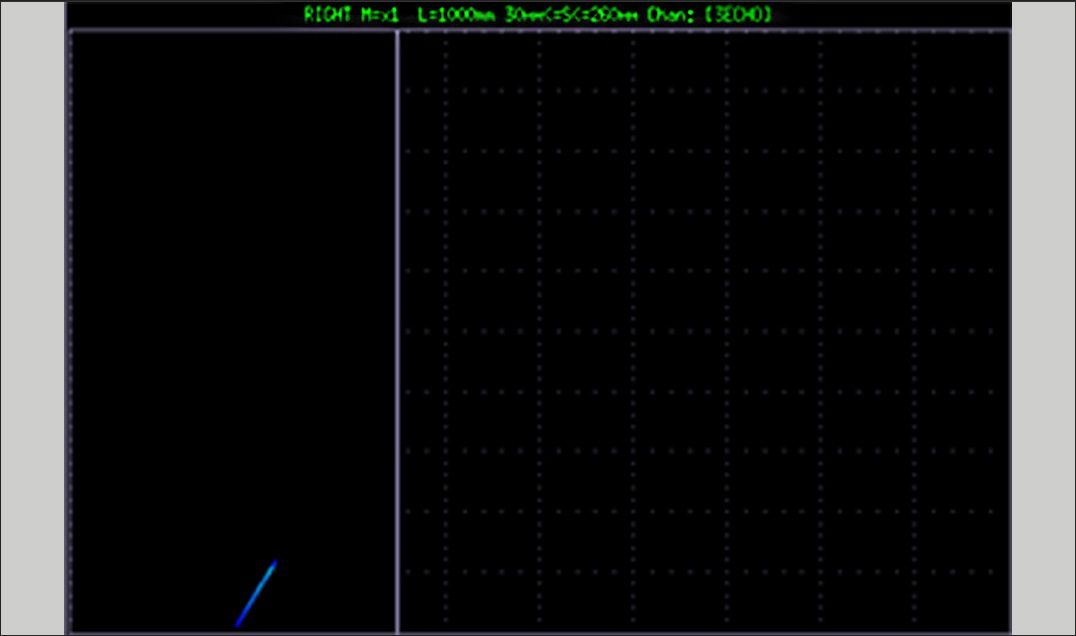
Ray Piping (Kodlar 133, 233, 253)
Ray başı veya ray gövdesi içindeki boyuna dikey çatlaklar (piping), öncelikle haddeleme kusurları, metalurjik yapısal heterojenlik veya kalıntı gerilmelerin varlığı nedeniyle oluşur. Kullanım kaynaklı yorulma hasarının aksine, bu kusur tipi genellikle üretim süreçlerinden kaynaklanır.

Bu tip çatlaklar, rayın boyuna ekseni boyunca yönlenmiştir ve önemli uzunluklar boyunca yayılabilirler. Tehlikeleri, belirgin dış belirtilerin yokluğunda uzun süre gizli kalabilmeleri ve ancak ileri aşamalarda gözle muayene sırasında veya ray kırılmasından sonra tespit edilebilmeleridir.
Kusur yönelimi nedeniyle, düz demetli ultrasonik problar kullanılarak darbe-eko muayene modunda ray borulaşmasının tespiti neredeyse imkansızdır. Etkili tespit, düz demetli problar (0°) kullanılarak ayna-gölge modunda ve ayrıca açılı problar (40° ultrasonik demet giriş açılı) kullanılarak darbe-eko modunda gerçekleştirilir.

Ray Gövdesi Borulaşması ve B-scan ekranındaki görüntüsü
-
Ray Delik Bölgesinde Ultrasonik Muayene (Kodlar 135, 235, 236)
Ekleme plakaları ve cıvatalı bağlantılar için açılan deliklerin çevresinde, ray metalindeki gerilme dağılımı değişir. Tekrarlanan servis yükleri altında, bu bölgelerde artmış gerilmeler meydana gelir ve bu durum yorulma çatlaklarının oluşumunu tetikler. Bu çatlaklar ilerledikçe, ray ucunda (bağlantının en yoğun yüklendiği kısım) kırılmaya yol açabilir veya ray profilinin daha derinlerine uzanabilir..
135 ve 235 tipi çatlaklar, darbe-eko muayene modunda, düz ve açılı problar (40° ultrasonik demet giriş açısına sahip) kullanılarak tespit edilir. 236 tipi ray kusurları ise ek olarak, aynı düz ultrasonik problarla ancak ayna-gölge muayene modunda tespit edilir
-
Ray Başındaki Enine Yorulma Çatlakları (Kodlar 211, 411, 421, 431, 471)
Ray başının basma yüzeyinde ve kaynaklı ek yerlerinde, değişken dinamik yükler altında, en tehlikeli kritik kusurlar olan enine yorulma çatlakları oluşabilir. Bu kusur tipi, ray profilinin efektif kesit alanını ve dolayısıyla taşıma kapasitesini kademeli olarak azaltarak, ani ray kırılması riskini doğrudan artırır.
Ultrasonik ray kusur tespiti sırasında enine ray çatlaklarının tespiti, darbe-eko muayene modunda, açılı problar (70° ultrasonik ışın giriş açısına sahip) kullanılarak gerçekleştirilir.

Ray başındaki bir enine çatlak ve B-scan üzerindeki gösterimi
-
Ray Başı Çatlaması - Head Checking (Kod 2223)
Yüzey çatlamaları (head checking olarak da bilinen su verme çatlakları), özellikle yüksek yanal yüklerin oluştuğu kavisli ray bölümlerinde, temas yorulması nedeniyle ray başının basma açısında meydana gelir. Erken aşamalarda hata, ince yüzey çatlaklarından oluşan bir ağ şeklinde görülür; bu çatlaklar zamanla birleşerek kabuklanmaya (shelling) ve rayda daha derin metal hasarlarına yol açabilir.
Yüzey çatlamaları (head checking olarak da bilinen su verme çatlakları), özellikle yüksek yanal yüklerin oluştuğu kavisli ray bölümlerinde, temas yorulması nedeniyle ray başının basma açısında meydana gelir. Erken aşamalarda hata, ince yüzey çatlaklarından oluşan bir ağ şeklinde görülür; bu çatlaklar zamanla birleşerek kabuklanmaya (shelling) ve rayda daha derin metal hasarlarına yol açabilir.

Ray başındaki head checking ve B-scan üzerindeki gösterimi
-
Squatlar - Ray Temas Yüzeyindeki Yerel Çökmeler (Kod 227)
Squatlar, ray başının temas yüzeyinde meydana gelen yerel kusurlardır (çökmeler veya çukurlaşmalar). Dinamik darbeler ve temas yorulması sonucunda gelişirler. Squat bölgesinde, metalin içine doğru ilerleyen bir çatlak ağıyla birlikte bir çöküntü oluşur. Bu bölgelerde nem ve kalıntı birikmesi, korozyon süreçlerini hızlandırır; çatlak büyümesini ve potansiyel enine ray kırılmalarını tetikler.

Ray başı squatı
Squatlar; puls-eko muayene modunda açılı problar (70°), ayna-gölge muayene modunda düz problar (0°) kullanan ray ultrasonik kusur dedektörlerinin yanı sıra girdap akımları (eddy current) ray kusur tespit yöntemi ile tespit edilir.
-
Elektriksel Bağlantıların Altındaki Çatlaklar (Kod 481)
Elektriksel bağlantı montaj bölgesinde ray, termal gerilmeler oluşturan ve metal yapısını değiştiren bölgesel bir ısınmaya maruz kalır. Uzun süreli kullanımda bu durum, kablo bağlantı bölgesindeki ray başının hasar görmesine veya kırılmasına neden olabilir.
Çatlağın yönüne bağlı olarak tespit işlemi; 0°, 40° veya 70° ışın giriş açılarına sahip ultrasonik problar kullanılarak gerçekleştirilir.

Kablo bağlantı bölgesindeki rayda meydana gelen bir çatlak ve bunun B-scan üzerindeki gösterimi
-
Ray Tabanı Korozyonu (Kod 254.2)
Neme, tuzlara, kirleticilere uzun süre maruz kalmak ve balast ile sürekli temas, ray tabanında korozyon süreçlerine yol açar. Kademeli metal bozulması, profilin etkili kesit alanını azaltır ve rayın taşıma kapasitesini düşürür.
Bu kusurun tespiti, derinlik ölçümü ve yayılım değerlendirmesi, pulse-echo muayene modunda açılı bir prob (40°) kullanılarak gerçekleştirilir.

Ray tabanı korozyonu ve B-scan üzerindeki gösterimi
Kırılmaları Önlemede Bir Araç Olarak Kapsamlı Tahribatsız Ray Muayenesi
OKOSCAN 73HS sistemi, birden fazla tahribatsız muayene yöntemi kullanarak kritik kusurları belirleyerek etkili bir ray hata tespiti sağlar. Çeşitli ultrasonik muayene modlarının, düz ve açılı probların ve gelişmiş sinyal işleme algoritmalarının entegrasyonu; kusur yönünün ve derinliğinin belirlenmesinin yanı sıra kusur parametrelerinin ve koordinatlarının değerlendirilmesine olanak tanır.
OKOSCAN 73HS gibi hata tespit arabalarına sahip yüksek hızlı muayene sistemlerinin kullanımı, kritik ray kusurlarının gözden kaçma olasılığını azaltarak demiryolu işletme güvenliğini ve ray bakım verimliliğini doğrudan artırır.