Kaynakların tahribatsız muayenesi
Darbe-yankı tekniği (Pulse-Echo)
Geçiş (transmisyon) tekniği (Through-Transmission)
TOFD tekniği (Time of Flight Diffraction)
Eddy akımı ile kaynak muayenesi
Kaynaklar, tüm endüstri sektörlerinde en yaygın kullanılan kalıcı birleştirme türüdür. Kaynak yöntemleri açısından (manuel elektrik arkı, otomatik veya yarı otomatik, tozaltı ark, gaz korumalı ark, elektrik direnç kaynağı vb.) ve birleştirme konfigürasyonları açısından (alın, köşe, T, bindirme kaynakları) birçok kaynak türü bulunmaktadır. Ancak çoğu durumda, kaynak yönteminden bağımsız olarak, kaynaklı birleştirmeler kaynak işleminin sonunda kalite muayenesine tabi tutulur. Kusur muayenesi, kaynak dayanımını zayıflatan veya sızdırmazlığı azaltan çeşitli hataların belirlenmesini amaçlar. Bu tür kusurların zamanında tespiti, tüm kaynaklı yapının hizmet ömrünün belirlenmesinde önemli rol oynar. Kaynak kalitesi özellikle yüksek basınçlı kaplar ve sistemler ile taşıyıcı yapılar için kritik öneme sahiptir.
Tahribatsız muayene (NDT), test edilen ürünün bütünlüğünü ve performansını korumaya olanak tanıdığı için kaynaklı birleştirmelerin temel muayene yöntemidir. Bu amaçla çok sayıda tahribatsız muayene tekniği ve çeşitli kaynak muayene ekipmanları geliştirilmiştir. Herhangi bir tekniğin veya belirli bir cihazın seçimi sırasında, kaynak yapılacak parçaların malzemesi, kaynak konfigürasyonu, yüzey durumu, kalite gereksinimleri, erişilebilirlik, olası bir kusurun (süreksizliğin) tipi ve konumu, muayene verimliliği ve maliyeti gibi birçok faktör dikkate alınmalıdır. Bu nedenle, tek ve evrensel bir tahribatsız muayene tekniği yoktur; dolayısıyla, bitmiş ürünün kalitesi, güvenilirliği ve dayanıklılığı büyük ölçüde en uygun seçeneğin tercih edilmesine bağlıdır.

Görsel muayene

Bu yöntem, kaynakların gerekli değerlere uygunluğunu kontrol etmek amacıyla görsel muayene ile geometrik parametrelerin ölçümünü birleştirir. Muayeneden önce kaynak yüzeyi, tufal, cüruf ve metal sıçramalarından temizlenmelidir. Ardından yüzey alkolle silinmeli veya %10’luk nitrik asit çözeltisiyle dağlanmalıdır. Bu tür bir muayenede, kaynak ve kusur boyutlarını doğrulamak için genellikle 5x veya 10x büyütmeli bir büyüteç, aydınlatma cihazları ve ölçüm araçları (cetvel, kumpas, şablonlar) kullanılır. Görünürde basit bir yöntem olmasına rağmen, bu tür muayene oldukça etkilidir ve diğer yöntemlerden önce uygulanır. Eğer bu aşamada kusurlar tespit edilirse, kaynak reddedilmiş sayılır ve ileri düzey testler yapılmaz. Bu yöntemin belirgin dezavantajı, gizli kusurların çoğunun tespit edilememesi ve değerlendirmenin öznel olmasıdır; bu da NDT Uzmanından yüksek düzeyde deneyim gerektirir. Bu nedenle, görsel muayene sırasında herhangi bir kusur saptanmasa bile, kaynaklı birleştirmede gizli kusurların bağlantıyı fark edilmeden zayıflatıp tehlikeli durumlara yol açabileceği göz önüne alınarak, daha ileri muayeneler için kaynak muayene ekipmanlarının kullanılması gerekir.
Sıvı penetrant muayenesi

Bu yöntem, sıvının kaynak kusurları tarafından oluşturulan en küçük kapiller kanallara nüfuz etme ve bu kanalları doldurma özelliğine dayanır. Bu tür kusurlara, malzeme yüzeyini kesen gözenekler ve çatlaklar dahildir. Sıvının nüfuz etme hızı ve derinliği, kapillerin yarıçapına ve sıvının ıslanabilirliğine bağlıdır. Bu nedenle, penetrant yöntemi yüzey kusurlarının tespiti için oldukça etkilidir. Verimliliğini artırmak amacıyla, düşük yüzey gerilimleri sayesinde kapillerin derinliklerine kadar nüfuz edebilen, “penetrant” olarak adlandırılan özel sıvılar kullanılır. Parlak renkleri sayesinde bu sıvılar kolayca fark edilir ve kusurun tespitini kolaylaştırır. Tipik bir penetrant muayene seti; muayene öncesinde yüzeyin tam olarak temizlenmesi için bir temizleyici, kapiller boşluklara nüfuz eden bir penetrant ve kusurdan penetrantı çıkarmak ile kontrast bir arka plan üzerinde gösterge deseni oluşturmak için bir geliştirici (developer) içerir. Bu desen sayesinde kusurun boyutu ve şekli görülebilir. Bu muayene yöntemi, kaynak üzerinde görsel incelemeyi gerektirdiğinden, görsel muayene ile benzerdir ve aynı dezavantajlara sahiptir. Gizli kusurların gözden kaçmaması için, penetrant muayenesinden sonra eddy akımı veya ultrasonik kaynak muayene ekipmanlarının kullanılması şiddetle tavsiye edilir.
Ultrasonik muayene
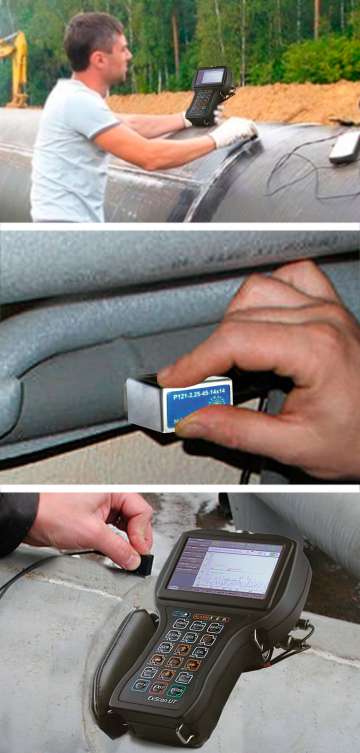
Ultrasonik muayene (UT), kaynak içindeki gizli kusurların hassas şekilde tespitini sağladığı için en yaygın yöntemlerden biridir. Bu yöntem, metal tabakası boyunca yayılan ve hem dış yüzeyden hem de iç süreksizliklerin sınırlarından yansıyan ultrasonik dalgaların kullanılmasına dayanır. Gönderilen ve yansıyan sinyaller arasındaki zaman farkına, ayrıca yansıyan sinyallerin şekli ve genliğine göre yalnızca metal kalınlığı değil, aynı zamanda ses yolundaki kusurlar da değerlendirilebilir. Ultrasonik muayenede kullanılan cihaza ‘kusur dedektörü’. denir. Kusur dedektörü, darbe-yankı, pitch catch ve geçiş (transmisyon) tekniklerinin uygulanmasına olanak tanıyan özel ultrasonik problari (ultrasonik sinyalin verici/alıcı elemanları) kullanır.
OKOndt GROUP, çeşitli ultrasonik kaynak muayene ekipmanları üretmektedir. Birkaç taşınabilir kusur dedektörüne ek olarak, kaynaklı birleştirmelerin elle muayenesi için özel bir ürünümüz bulunmaktadır — USR-01 seti + Sonocon B.
Darbe-yankı tekniği (Pulse-Echo)
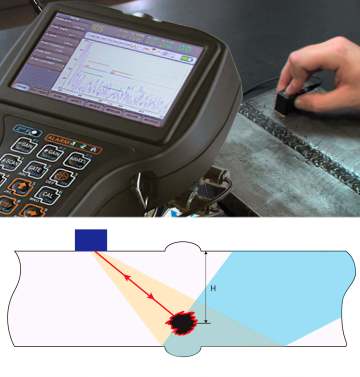
Darbe-yankı tekniğinde, dönüştürücü (prob), test edilen nesneye bir ultrasonik darbe sinyali gönderir ve hem kusurlardan hem de ürünün yapısal özelliklerinden yansıyan yankı sinyallerini alır. Sinyalin geliş süresine göre kusurun konumu, sinyal genliğine göre ise kusurun boyutu belirlenebilir. Bu tekniğin dezavantajı, kusurun ultrasonik demete dik bir yansıtıcı yüzeye sahip olmasını veya ürün yüzeyine yakın bir konumda bulunmasını gerektirmesidir. Örneğin, darbe-yankı tekniği, test edilen ürünün yüzeyine yakın olmayan düzlemsel kusurların (çatlaklar ve kaynaşma eksiklikleri) tespitine olanak tanımaz. Bu nedenle, derin yerleşimli kusurların varlığından şüphelenildiğinde, bu tür kusurları güvenilir şekilde tespit edebilen uygun kaynak muayene ekipmanları kullanılmalıdır.
Pitch-Catch tekniği
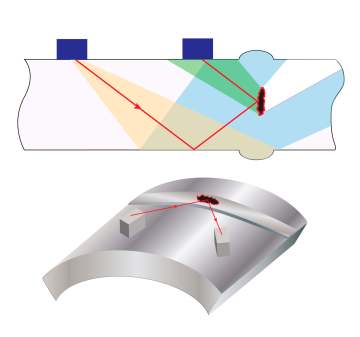
Darbe-yankı tekniği, test edilen ürünün yüzeyine yakın olmayan düzlemsel kusurları (çatlaklar ve kaynaşma eksiklikleri) tespit etmeye olanak tanımaz. Bu tür kusurların tespiti için verici-alıcı (Pitch-Catch) teknikleri — Duet ve Tandem yöntemleri — kullanılır.
Bu yöntemlerde, birinci dönüştürücü tarafından gönderilen sinyal, düzlemsel kusurdan yansıdıktan sonra ikinci dönüştürücü tarafından alınacak şekilde iki dönüştürücü bir araya yerleştirilir.
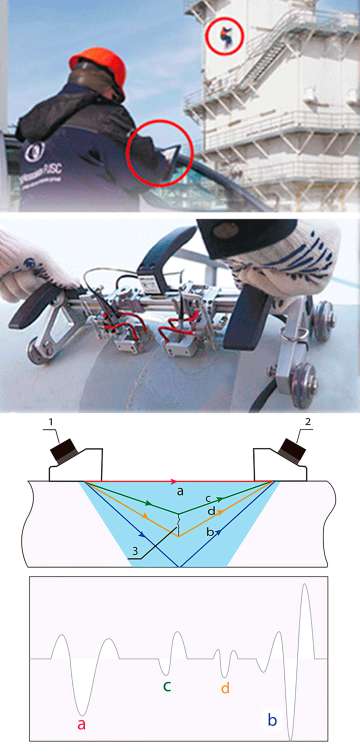
Geçiş (transmisyon) tekniği (Through-Transmission)
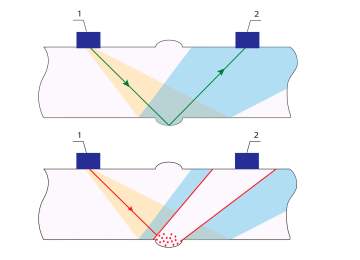
Ancak verici-alıcı modu bile farklı yönlerde bulunan tüm kusurların tespitini garanti etmez. Bu amaçla, geçiş (transmisyon) tekniği kullanılır. Bu yöntemde problar, kaynaklı birleştirmenin her iki tarafına yerleştirilir; böylece arka yüzeyden yansıyan sinyal alıcı proba ulaşır. Ultrasonik demet yolunu kesen, hemen hemen her yönelimdeki yeterince büyük kusurlar, bu sinyali gölgelendirir ve bu durum kusurun tespit edildiğini gösterir. Ancak ne yazık ki bu tür ultrasonik kaynak muayene ekipmanları, tespit edilen kusurların tam konumu (koordinatları) hakkında kesin bilgi sağlamaz. Ultrasonik kusur dedektöründen doğru ölçüm sonuçları elde etmek için, genellikle cihazla birlikte verilen özel referans blokları kullanılarak kalibrasyon yapılması gerekir. Farklı türlerdeki referans blokları, belirli uygulamalara veya özel NDT görevlerine bağlı olarak ayrıca da satın alınabilir.
TOFD tekniği
Son yıllarda, kaynak muayenesi için ultrasonik uçuş zamanı kırınımı (TOFD) tekniği giderek daha yaygın hale gelmiştir. TOFD tekniği, ultrasonik dalgaların süreksizlik kenarlarıyla etkileşimine dayanır. Bu etkileşim, geniş bir açı aralığında kırınım dalgalarının oluşmasına yol açar. Kırınım dalgalarının tespiti, süreksizliklerin varlığının belirlenmesini sağlar.
Kaydedilen sinyallerin geçiş süresi, süreksizliğin yüksekliğinin belirlenmesi için bir ölçüdür ve böylece süreksizliğin boyutu, kırınım sinyali geçiş süresiyle belirlenir. Sinyal genliği boyut ölçümünde kullanılmaz. Bu yöntemde hem boyuna hem de enine dalgalar üretilir ve kullanılır. Temel bilgi parametresi sinyalin varış zamanıdır.
TOFD tekniği, geleneksel manuel ultrasonik muayeneye göre birçok avantaja sahiptir:
- Birkaç kat daha yüksek verimlilik,
- Kusurların yönelimlerine düşük duyarlılık,
- Düzlemsel kusurların boyutlarının yalnızca tahmin edilmesi değil, doğrudan ölçülmesi olanağı,
- Muayene sonuçlarının yüksek derecede raporlanabilirliği.
TOFD tekniğini uygulamak için, kaynaklı birleştirmenin her iki tarafına yerleştirilen ve muayene sırasında kaynak boyunca hareket ettirilen bir veya birkaç prob çifti içeren özel ekipman kullanılır. OKOndt GROUP, ultrasonik ve eddy akımı kaynak muayene ekipmanlarının geniş yelpazesi içinde yer alan benzersiz araçlardan biri olan kablosuz TOFD-Man Sistemini sunmaktadır.
Eddy akımı ile kaynak muayenesi

Eddy akımıyla tahribatsız muayene, harici bir elektromanyetik alanın, bu alan tarafından test parçasında indüklenen eddy akımlarının elektromanyetik alanı ile etkileşiminin analizine dayanır. ET dedektörlerinin çalışma prensibi, test bölgesinde eddy akımlarının bozulmasına ve bu bozulmanın neden olduğu elektromanyetik alan değişikliklerinin, kusurların ve test edilen nesnenin elektro-fiziksel özelliklerinin kaydedilmesine dayanan eddy akımı yöntemine dayanır. Bu yöntem, 2 mm derinliğe kadar malzeme yüzeyinde bulunan çatlak ve süreksizliklerin tespiti için kullanıldığından, nispeten küçük muayene derinliğiyle karakterize edilir. Eddy akımı kaynak muayene ekipmanlarının tasarımı ve kalibrasyonu, ultrasonik muayene ekipmanlarının tasarımına ve ayar prosedürüne benzer; burada eddy akımı probları ve eddy akımı referans blokları kullanılır. Açıkça görüldüğü üzere, ultrasonik ve eddy akımı muayene yöntemleri birbirini tamamlar ve kaynak bölgesinin tüm derinliği ve uzunluğu boyunca %100 güvenilir bir muayene sağlar. OKOndt GROUP, kaynakların tahribatsız muayenesi için çeşitli eddy akımı kusur dedektörleri üretmektedir.
Manyetik parçacık muayenesi

Manyetik parçacık muayenesi, manyetize edilmiş kontrol nesnelerinde kusurların üzerinde oluşan manyetik saçılma akılarının, manyetik toz parçacıklarını çekme olgusuna dayanan bir tahribatsız muayene yöntemidir. Manyetik parçacık yöntemi; kılcal çatlaklar, çeşitli kökenli çatlaklar, kaynaklı birleştirmelerde ergimeme bölgeleri, flok, içsel ayrışma, yırtıklar vb. yüzeysel ve yüzeye yakın süreksizliklerin tespiti için tasarlanmıştır. Manyetik Parçacık Kusur Dedektörü, çeşitli şekillerdeki parçaları, kaynakları ve deliklerin iç yüzeylerini kontrol etmeye olanak tanır. Bu, darbe akımı, doğru akım veya kalıcı mıknatıslar tarafından üretilen dairesel veya boyuna manyetik alanlarla, tek tek kontrol bölgelerinin ya da ürünün tamamının manyetize edilmesi yoluyla gerçekleştirilir.
Radyografik muayene

Radyografi, burada yalnızca kaynak muayenesinde kullanılan Tahribatsız muayene yöntemlerinin tam bir görünümünü sağlamak amacıyla açıklanmıştır. Bu yöntem oldukça titiz olmasına rağmen, uygulama alanı sınırlıdır; çünkü yüksek nüfuz gücüne sahip gama ışınları ve X-ışınlarının kullanılmasını gerektirir. Bu ışınlar metalden geçebilir ve kusurlar film üzerinde kaydedilir. Ancak bu durum insan sağlığı açısından tehlike oluşturur. Ayrıca bu tür cihazlar oldukça pahalıdır. Bu nedenle radyografi, uygun kişisel koruyucu donanımın kullanılmasını ve test için laboratuvar koşullarının oluşturulmasını gerektiren oldukça özel bir muayene yöntemidir.
Sonuç: Kaynakların güvenilir muayenesi
Sonuç olarak, kaynakların başlıca Tahribatsız muayene yöntemlerini ve bunlara karşılık gelen kaynak muayene ekipmanlarını inceledik. Görüldüğü gibi, ultrasonik, eddy akımı ve manyetik parçacık muayenelerinin bir arada kullanılması, en doğru test sonuçlarını ve en güvenli muayene koşullarını sağlar.