Giriş
Elle ray muayenesi demiryolu hattında iki durumda uygulanır:
- Tek raylı ve çift raylı kusur dedektörleri veya bazı durumlarda yüksek hızlı ultrasonik ray muayene sistemleri kullanılarak yapılan sürekli ray muayenesi sırasında tespit edilen kusurların doğrulama muayenesi olarak.
- Alüminotermik kaynaklı ray birleşimlerinin kabul muayenesi olarak.
Şimdi bu uygulamaların her birini ayrı ayrı inceleyelim.
Sürekli muayene sonuçlarına dayalı doğrulama muayenesi
Sürekli muayeneye benzer şekilde, elle kullanılan kusur dedektörleriyle yapılan muayeneler, EN 16729-1 standardında ve ilgili düzenleyici belgelerde tanımlanan ultrasonik tarama şemalarına göre gerçekleştirilir.

En sık tespit edilen kusurlar, esas olarak ray mantarındaki kusurlar olup, bunların başlıcaları enine çatlaklar (Teker temas çatlakları — head checks) dır. Bu tür kusurların tespiti için genellikle 2–2,5 MHz frekanslı ve 70° açılı tek elemanlı açısal ultrasonik muayene probları kullanılır.
- Doğrulama muayenesi gerekliliği birkaç nedenden dolayı ortaya çıkabilir:
Ciddi Ray Aşınması.Ray mantarının ölçü yüzeyinde belirgin aşınma olan raylarda, sürekli muayene sistemlerinde bu bölgeyi kontrol eden 70° problar ile akustik bağlanma (kuplaj) kararsız hale gelebilir. Bu kararsızlık, bağlayıcı sıvı tabakasının kalınlaşması sonucu oluşan ultrasonik yansımalar nedeniyle yanlış sinyallere (yalancı endikasyonlara) yol açabilir. - Kusurun Konumu ve Kabul Edilebilirliği. Bazı durumlarda, kusurun konumunun ve kabul edilebilirliğinin netleştirilmesi gerekir. Örneğin, sürekli muayene sırasında tespit edilen kusurların sinyal genliği, tespit eşiğine yakınsa. Sürekli muayeneden farklı olarak, elle yapılan ray mantarı muayenesi, kusurların yalnızca ray ekseni boyunca değil, aynı zamanda probun farklı açılarla eğilmesiyle de incelenmesine olanak tanır. Ayrıca, kusurlar ray mantarının yan yüzeylerinden de kontrol edilebilir.
Bazen doğrulama muayenesi gerektiren diğer kusur türleri, ayrışmalar (delaminasyonlar) ve yatay çatlaklar gibi yatay kusurlardır. Bu kusurlar, 2–5 MHz (çoğunlukla 4–5 MHz) frekans aralığında çalışan çift kristalli düz prob kullanılarak tespit edilir. Bu tip dönüştürücülerin ölü bölgesi çok küçüktür (yalnızca birkaç milimetre) ve rayın merkezi kesitinin tamamını, ray tabanına kadar inceleyebilir. Bu durum ayrıca, cıvata deliklerindeki yatay (veya yataya yakın) çatlakların, gövdeden başa ve tabana geçiş bölgelerinin ve alt sinyal konumundaki değişiklikler aracılığıyla taban korozyonunun tespit edilmesini de mümkün kılar.
Ray tabanında dikey enine çatlakların oluşumuna yol açan korozyon hasarı, 35°–45° açılı ve 2–2,5 MHz frekanslı tek kristalli açısal problar kullanılarak da tespit edilebilir. Bu problar ayrıca cıvata deliklerindeki yıldız çatlaklarını (star cracks) da tespit edebilir.
Alüminotermik kaynaklı birleşimlerin muayenesi
Alüminotermik kaynaklı ray birleşimlerinin ultrasonik kabul muayenesi, EN 14730 standardı ve ilgili belgeler tarafından düzenlenmiştir. Gerekli ultrasonik muayenenin kapsamı, standardın farklı sürümleri arasında önemli ölçüde değişiklik göstermektedir. Bu bölümde, en kapsamlı ultrasonik tarama şemaları açıklanmaktadır:
1. Ray mantarı bölgesi: Hacimsel ve düzlemsel kusurların tespiti için iki ultrasonik tarama şeması kullanılır.
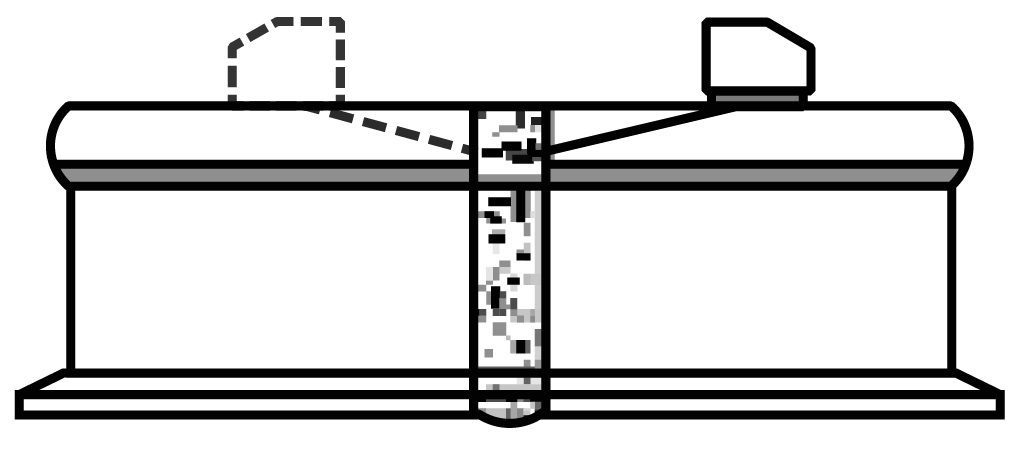
- Hacimsel kusurlar: Bu kusurlar, 70° açılı ve 2 MHz frekanslı tek kristalli açısal prob kullanılarak, kaynağın her iki tarafından rayın ölçü yüzeyinden yapılan tarama ile tespit edilir.
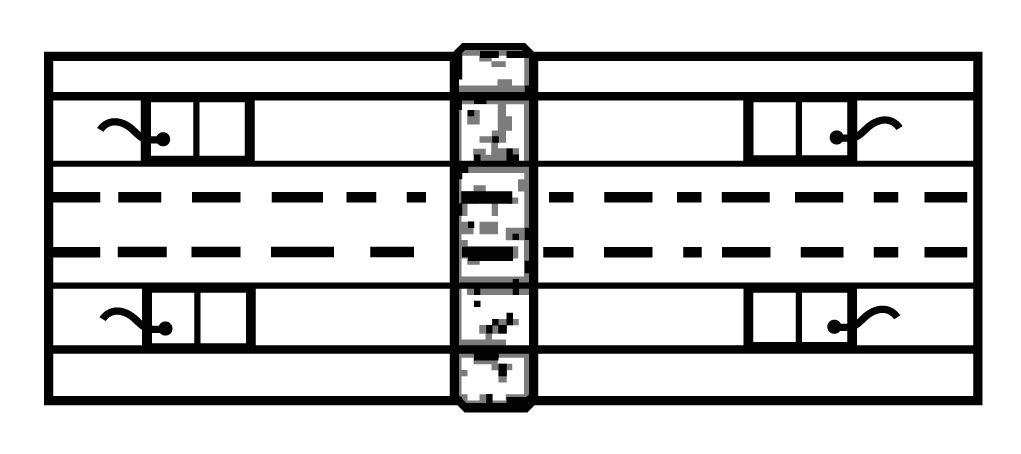
- Düzlemsel kusurlar: Bu kusurlar, 70° açılı ve 2 MHz frekanslı iki tek kristalli açısal prob kullanılarak tespit edilir. Bu problar, özel bir tarayıcı (scanner) yardımıyla ray mantarının yan yüzeylerine yerleştirilir; problardan biri verici, diğeri alıcı olarak görev yapar. Tarama sırasında problar zıt yönlerde hareket eder — biri kaynağa yaklaşırken diğeri uzaklaşır — muayene bölgesini kaynağa yaklaşan probun yönüne doğru kaydırarak.
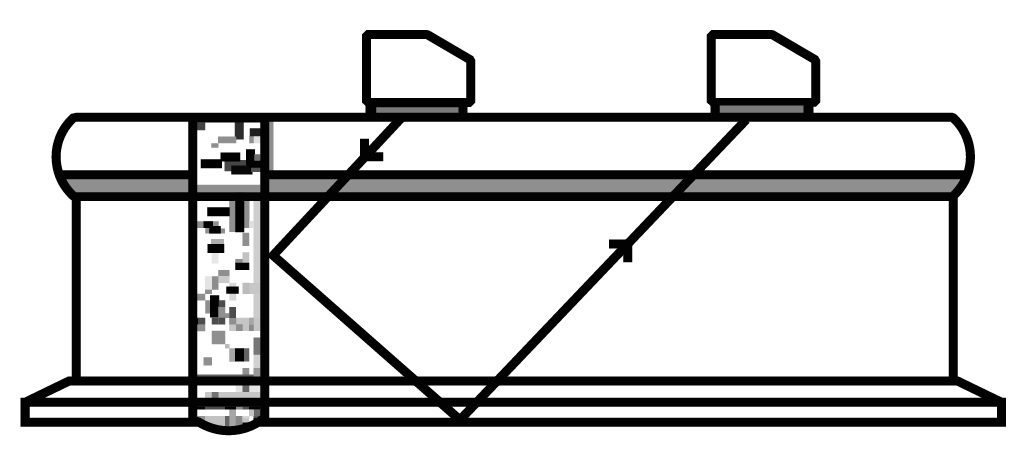
2. Ray mantarının merkezi ve ray gövdesi: Bu bölgeler esas olarak düzlemsel kusurların tespiti için incelenir.
45° açılı ve 2 MHz frekanslı iki tek kristalli prob, özel bir tarayıcı ile yuvarlanma yüzeyine yerleştirilir ve Tandem şeması oluşturur. Problar birbirine yaklaştığında, muayene bölgesi kaynağın alt kısmına; problar uzaklaştığında ise üst kısmına doğru kayar.
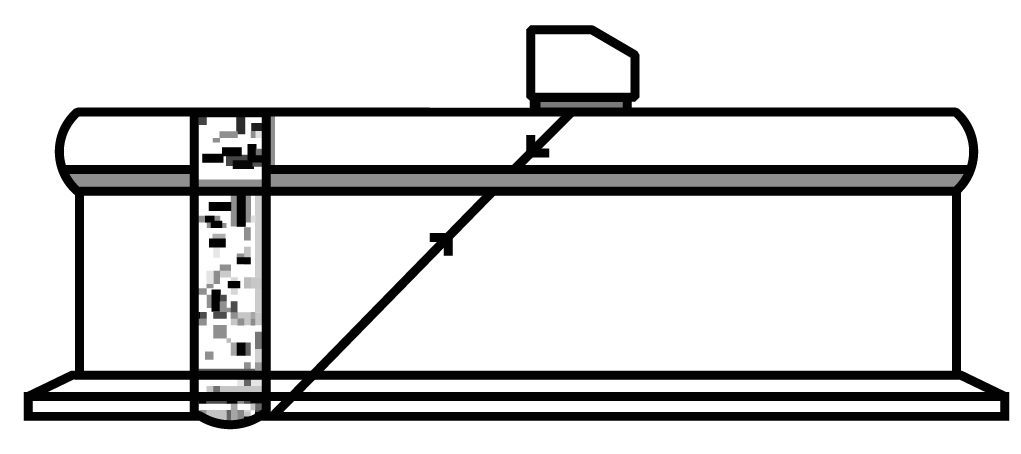
3. Merkezi taban bölgesi: Kaynağın her iki tarafından, rayın yuvarlanma yüzeyinin merkezi kısmı boyunca tarama yapılarak, 45° açılı ve 2 MHz frekanslı tek kristalli prob ile muayene edilir.
4. Ray taban kenarları: Bu bölgeler, 70° giriş açısına ve 2 MHz frekansa sahip kombine açısal prob ile kontrol edilir. Tarama, taban kenarlarının üst yüzeylerinin karşılık gelen kısımlarında gerçekleştirilir.
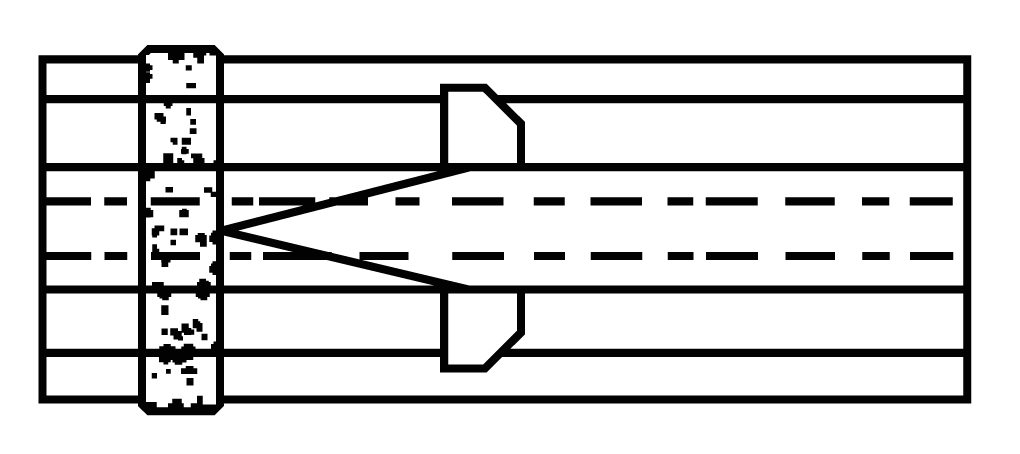
Başka bir standart sürümünde, kabul muayenesi için alüminotermik kaynaklı ray birleşimlerinin ultrasonik muayenesi düzenlenmiştir. Kaynaklı birleşimlere sahip numuneler, ray ekseni boyunca 180–230 mm uzunluğunda olacak şekilde kesilir (kaynak öncesi ray uçları arasındaki nominal açıklık genişliğine bağlı olarak). Muayene, 4–5 MHz frekanslı ve 20 mm çaplı düz çift kristalli prob kullanılarak gerçekleştirilir. Taramalar, numunenin herhangi bir uç yüzeyinden, ray kesitinin tüm alanı boyunca, darbe-yankı ve yankı-görüntüleme yöntemleri kullanılarak gerçekleştirilir.
Elle ultrasonik ray muayenesi için ekipman
Sürekli muayene için tasarlanmış bazı ray kusur dedektörleri — örneğin UDS2-73 ve UDS2-77 — operatörün manuel muayene moduna geçmesine ve doğrulama muayenesi için uygun bir manuel dönüştürücü (prob) kullanmasına olanak tanır. Ancak, Sonocon B ve Sonocon BL gibi elle taşınabilir kusur dedektörleri bu uygulama için çok daha kullanışlıdır. Kullanımı kolay ve verimli hale getiren özellikleri hakkında daha fazla bilgiye buradan ulaşabilirsiniz.